2015-07-04
2015-07-04 1602
1602Задача оператора - определить координаты X, Y. Z одного из углов детали в системе координат станка и занести их в регистры рабочих смешений, например в G54. После этого система ЧПУ принимает этот угол за нулевую точку для расчета всех перемещений по программе. В отличии от физического нуля станка, нулевая точка программы (детали) является логической.
Предположим, что нужно обработать некоторую деталь. Программист решил, что нулевой точкой программы по осям X и Y будет нижний левый угол детали, а по оси Z - верхняя плоскость детали. После этого рассчитал координаты опорных точек, написал программу обработки и сообщил оператору станка о расположении нулевой точки программы.
Оператор станка должен установить нулевую точку рабочей системы координат (нуль программы или детали) в определенный программистом угол детали. Для этого нужно найти координаты этого угла в системе координат станка (машинные координаты) и "объяснить" СЧПУ, что именно эта точка является исходной для расчетов всех перемещений. То есть, можно сказать, что рабочая система координат находится внутри системы координат станка и зависит от нее.
После того, как оператор определил все координаты (х, у, z) требуемого угла детали в системе координат станка, ему необходимо ввести значения этих координат в регистры рабочих смещений памяти СЧПУ. Под рабочим смещением понимается расстояние от нуля станка до нуля детали вдоль определенной оси. Оператор вводит эти координаты в память системы, используя цифровые клавиши стойки ЧПУ. Таким образом, обработка ведется в новой рабочей системе, координаты которой отличаются от соответствующих машинных координат на величины рабочих смещений.
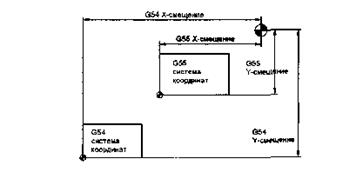 |
Современные СЧПУ позволяют запоминать множество смещений. Благодаря нескольким рабочим системам координат программист может использовать одну и ту же УП для обработки нескольких закрепленных на рабочем столе деталей. При этом нет необходимости выполнять программирование для каждой детали в отдельности. Вместо этого СЧПУ просто смещает рабочую координатную систему (нулевую точку программы) к следующей детали, подлежащей обработке.
Рисунок 17 - Использование нескольких систем координат детали
Для установки различных рабочих систем координат используются соответствующие G коды. В большинстве случаев G54 обозначает первую рабочую систему координат. G55 - вторую, G56 - третью и т.д.
N20G21G54G90
Кадр N20 активирует первую рабочую систему координат G54.
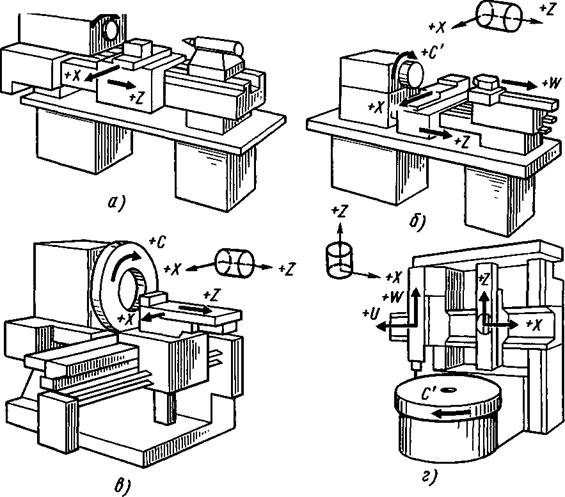 |
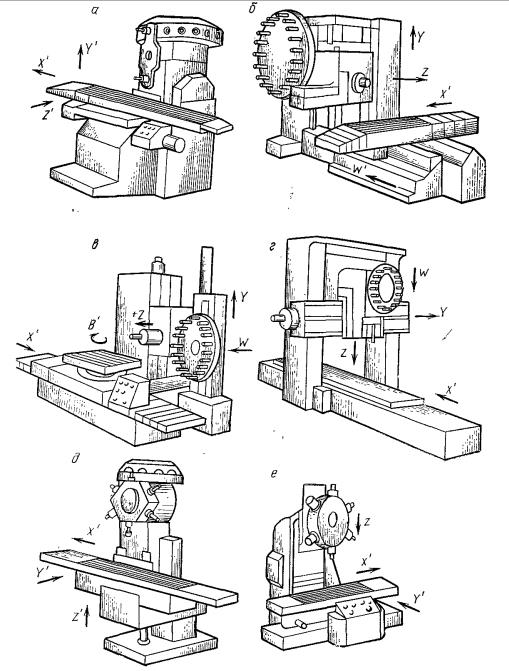
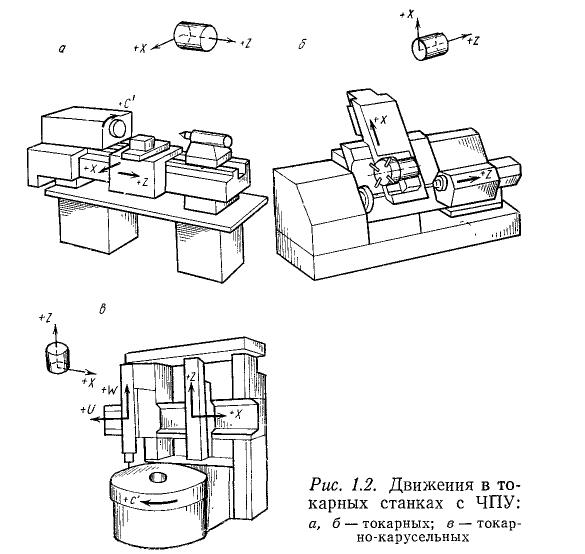
Рис. 19.2. Обозначение осей координат и положительных направлений движения в токарных станках с ЧПУ:
а — токарно-винторезного, б —токарно-револьверного, в — лоботокарного, г — токарно-карусельного