 2015-07-14
2015-07-14 467
467Государственное образовательное учреждение высшего профессионального образования
Российский государственный университет нефти и газа имени И.М. Губкина
Филиал Российского государственного университета нефти и газа
Имени И.М. Губкина в г. Оренбурге
УТВЕРЖДАЮ
Зав.отделением ОНГП и АТП
Филиала Российского государственного университета
нефти и газа имени И.М. Губкина в г. Оренбурге
доцент к.т.н. М.А.Мазитов
«____»_______________2011г.
Методические указания
К выполнению лабораторных работ
дисциплина «Технология конструкционных материалов»
Филиал Российского государственного университета нефти и газа имени И.М. Губкина в г. Оренбурге
для специальностей:
«Разработка и эксплуатация нефтяных и газовых месторождений»
«Проектирование, сооружение и эксплуатация газонефтепроводов и газонефтехранилищ»
Коды: 130503 Составитель: доцент, д.т.н. Межуева Л.В.
Лабораторная работа № 1
Изготовление литейной формы *)
Цель работы
Ознакомить студентов с модельной оснасткой и способами изготовления литейной формы по разъёмной и неразъёмной моделям.
Основные сведения
Литейным производством называется технологический процесс изготовления фасонных деталей или заготовок путём заливки расплавленного металла в форму. После затвердевания металл (расплав) принимает очертания формы и называется отливкой. Отливки могут быть деталями или заготовками, которые в дальнейшем подвергаются обработке.
Технология производства отливок слагается из следующих основных процессов:
1) изготовление моделей и стержневых ящиков;
2) приготовление формовочной и стержневой смеси;
3) изготовление форм и стержней;
4) сушка форм и стержней
5) приготовление расплава и заливка формы;
6) выбивки отливок из форм и стержней из отливок.
Изготовление литейной формы – трудоёмкая и наиболее сложная операция, от которой в значительной мере зависит качество отливок. В единичном и мелкосерийном производстве формы изготавливаются вручную. Для каждого наименования отливки изготавливается своя литейная форма.
Различают следующие виды форм.
Разовые – служат для получения только одной отливки, после чего они разрушаются. Для их изготовления используют песчано-глинистые смеси, в состав которых входит кварцевый песок (85 – 90 %), огнеупорная глина (8 – 14 %), вода и связующие (жидкое стекло, искусственные смолы и др.).
Разовые формы могут быть сырыми, сухими, поверхностно – высушиваемыми и химически твердеющими.
Полупостоянные – изготавливаются из смеси с высоким содержанием глины и высокоогнеупорных материалов.
При производстве отливок полость формы сохраняет свои очертания, получая лишь незначительные повреждения. Эти формы допускают многократную (до нескольких десятков раз) заливку металла с мелким ремонтом рабочей поверхности после получения каждой отливки.
Постоянные изготавливаются преимущественно из металла. Такие формы обеспечивают получение в одной форме нескольких тысяч, а иногда десятков тысяч отливок. Металлические формы – кокили – применяют в серийном производстве, а также при специальных способах литья.
Модели
У литейной формы имеется рабочая часть – полость, в которой застывающий расплавленный металл приобретает очертания и размеры литой заготовки. Для получения в форме такой полости необходимо иметь модель.
Конструкция модели должна обеспечить лёгкость выемки её из формы, поверхность модели должна быть прочной, не изменяться в размерах, противостоять влиянию влаги формовочной смеси.
Для чугунных отливок модели окрашивают в красный цвет, для стальных – в серый или синий, для цветных сплавов – в жёлтый. Стержневые знаки на модели окрашивают в чёрный цвет.
Модели изготавливают из дерева, цемента, гипса, пластмасс, полистирола, сплавов.
Модели бывают неразъёмные, разъёмные и с отъёмными частями. Их размеры превышают размеры деталей на величину усадки, которая составляет: для стали – 2 %; для чугунов – 1 %; для цветных сплавов – 1,2 - 1,5 %.
Неразъёмные модели (рисунок 1.1 А) – служат для производства несложных отливок, формовка которых может осуществляться в одной из половин формы.
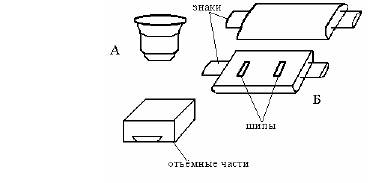
А – неразъёмные, Б – разъёмные
Рисунок 1.1 – Модели
Разъёмные модели – применяются при производстве отливок более сложной конфигурации, состоящих из двух и более частей. Для точного соединения половин модели на одной из них выполнены шипы, а на другой – углубления (рисунок 1.1 Б). Отверстия в литых заготовках образуются с помощью стержней, которые вставляются в форму при её сборке. Конфигурация стержня соответствует конфигурации отверстия, полости.
Стержни изготавливаются в стержневых ящиках из стержневой смеси, которая от формовочной смеси отличается повышенной прочностью, газопроницаемостью, противопригарностью. Для удержания стержня в нужном
положении, во время заливки формы металлом, его вставляют в специальные углубления в форме, которые образуются выступами на модели, так называемыми знаками (рисунок 1.1 Б).








