 2015-07-14
2015-07-14 760
7606.2.1 Сущность и основные виды контактной сварки
Контактной сваркой называется сварка с применением давления, при которой нагрев производится теплотой, выделяющейся при прохождении электрического тока через находящиеся в контакте соединяемые части. Контактная сварка предложена в 1882 году русским изобретателем, инженером
Н.Н.Бенардесом.
Способы контактной сварки весьма разнообразны. Их можно классифицировать по ряду признаков:
1) по методу получения соединения, определяемого фазовым состоянием металла в зоне сварки (соединение в твердой или жидкой фазах);
2) конструкции соединений (нахлесточное или стыковое);
3) технологическому способу получения соединений (например, стыковая сварка сопротивлением, оплавлением, точечная, шовная);
4) виду атмосферы (сварка на воздухе или в защитной среде);
5) способу подвода тока и форме импульса тока (контактный и индукционный подвод, сварка переменным током различной частоты, постоянный ток или монополярный импульс);
6) количеству одновременно выполняемых соединений (одноточечная и многоточечная сварка, одиночный и непрерывный рельеф и т.д.);
7) характеру перемещения деталей или электродов во время пропускания импульса тока (сварка неподвижных или подвижных деталей, например, непрерывная и шаговая шовная сварка) и т.д.
Схемы основных способов контактной сварки представлены на рисунке 6.1.
По характеру образования сварного соединения контактной сварки можно подразделить на две основные разновидности: плавлением и пластической деформацией.
При сварке плавлением соединение возникает в результате плавления и последующей кристаллизации контактирующих объемов металла с образованием общего литого ядра (сварной точки). При сварке пластической деформацией сварное соединение образуется за счет рекристаллизации твердого металла, подвергнутого пластической деформации.
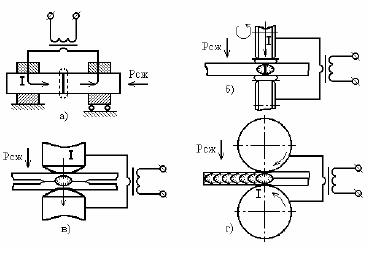
а – сварка сопротивлением; б – шовно-стыковая;
в – точечная сварка двусторонняя; г – шовная сварка
Рисунок 6.1 – Схемы основных методов контактной сварки
Необходимое и достаточное условие образования соединения при точечной и шовной сварке – образование зоны расплавленного металла или ядра заданных размеров, формирование соединений происходит по следующей схеме (рисунок 6.2).
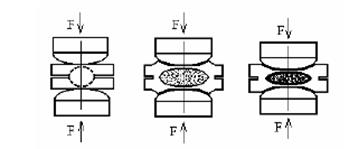
Рисунок 6.2 – Этапы формирования соединения
Первый этап начинается с момента включения тока и характеризуется образованием электрического контакта, нагревом и расширением твердого металла, приводящим к увеличению зазоров и вытеснению под действием сварочного усилия металла в зазор и образованию уплотняющего ядра пояска.
Второй этап отличается дальнейшим увеличением площади контактов, возникновением и ростом расплавленного ядра до установленного (номинального) для данной толщины деталей диаметра dя.ном. На этом этапе происходит дробление и перераспределение поверхностных пленок в жидком металле, и продолжаются процессы пластической деформации и расширения
металла.
Третий этап в большинстве случаев начинается с момента выключения тока и характерен охлаждением и кристаллизацией металла.
Точечная контактная сварка – это сварка, при которой соединение элементов происходит на участках, ограниченных площадью торцов электродов, подводящих ток и передающих усилие сжатия. Существуют следующие способы точечной сварки: одноточечная двусторонняя, двухточечная односторонняя, двухточечная двухсторонняя, многоточечная односторонняя, рельефная, рельефно-точечная.
При точечной сварке детали 2 и 4 располагают на нижнем инструменте – электроде 1 (рисунок 6.3).
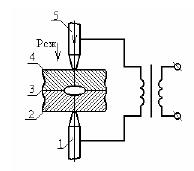
Рисунок 6.3 – Схема точечной контактной сварки
После опускания верхнего электрода 5 и сжатия деталей усилием Рсж по цепи пропускают один или несколько импульсов тока, нагревающих детали до плавления на небольших контактирующих участках 3, называемых точками. Затем верхний электрод поднимают и детали перемещают в новое положение.
Контактная сварка осуществляется без расплавления и с расплавлением металла. После расплавления металл кристаллизируется под давлением в зоне соединения. Для сварки однородных материалов типично образование таких же межатомных связей, как и в целом материале.
Количество выделяющейся теплоты Q, Дж, по закону Джоуля-Ленца может быть определено по формуле
Q = 0,24IRt,
где I – сила тока, А;
R*- сопротивление участка цепи в месте контакта деталей, Ом;
*) Rполн = R1 + R2 + R3 + R4 + R5 (согласно рисунку 6.3)
t – продолжительность действия тока, с.
Из формулы видно, что количество теплоты зависит от тока в сварочной цепи. Поэтому для быстрого нагрева свариваемых кромок применяют большие токи, достигающие нескольких десятков тысяч ампер. С повышением температуры металла в зоне контакта его сопротивление возрастает, следовательно, еще более возрастает количество выделяющейся теплоты и ускоряется процесс нагрева металла. Сварка выполняется за десятые, и даже сотые доли секунды.
В месте наибольшего контактного сопротивления (R3) происходит расплавление локального объема металла, который после отключения тока кристаллизуется с образованием литого ядра – сварочной точки (рисунок 6.4).
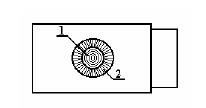
1 – литое кольцо; 2 – кольцевая зона
Рисунок 6.4 – Сварочная точка
Давление, приложенное к электродам, уплотняет металл в сварной точке и обеспечивает получение прочного сварного соединения. Вокруг литого ядра образуется кольцевая зона 2, в пределах которой произошла сварка в пластическом состоянии.
Режимы сварки можно условно разделить на так называемые «жесткие» и «мягкие». Жесткий режим характеризуется применением больших токов и малым временем процесса сварки. Такой режим применяется для сталей, чувствительных к нагреву и склонных к образованию закалочных структур, а также при сварке легкоплавких цветных металлов и сплавов.
Мягкий режим характеризуется большей продолжительностью процесса и постепенным нагревом свариваемого металла. Таким режимом пользуются при сварке низкоуглеродистых сталей, обладающих низкой чувствительностью к тепловому воздействию.
Параметры режима сварки задаются циклограммой.
Циклограмма представляет собой совмещенные во времени изменения сварочного тока и усилия сжатия (рисунок 6.5).
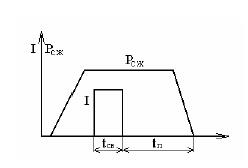
I – сила сварочного тока; tсв – длительность сварки; Рсж- усилие сжатия электродов; tп – паузы для низколегированных сталей при толщине до 2 мм равны 0,1-0,2с.
Рисунок 6.5 – Циклограмма точечной сварки с постоянным усилением
и одним импульсом тока
Подготовка поверхности деталей для точечной сварки предусматривает обезжиривание, травление, промывку, нейтрализацию, сушку, либо зачистку наждачной бумагой. Грязь, жиры, ржавчина и различные покрытия на деталях нарушают стабильность нагрева и ухудшают формирование точки. Качество очистки проверяют путем измерения переходного сопротивления.
Детали перед сваркой правят, подгоняют и собирают в приспособлении или прихватывают. Прихваты производят точечной сваркой, а для толстых листов – иногда дуговой.
В качестве электродов применяют медь М1 – температура разупрочнения 250-270 °С, электропроводность 97 % и легированные сплавы меди, бронзы, например, БрХ – электропроводность снижается до 80-85 %, температура разупрочнения 400-420 °С.
Рекомендуемые размеры прямых электродов в зависимости от толщины свариваемых заготовок (0,5+0,5) мм и (1+1) мм – диаметры электродов 12 мм и 16 мм соответственно, диаметр контактной поверхности – 4 мм и 6 мм.
Основными параметрами режима точечной сварки являются: диаметр электрода (в месте контакта) d; усилие сжатия электродов Рсж; сварочный ток I; время сварки t.
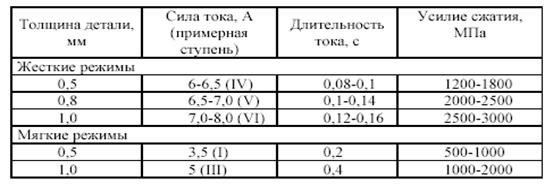
Параметры режима сварки устанавливаются по технологическим картам или таблицам ориентировочных режимов (таблицы 6.1, 6.2).
Таблица 6.1 - Рекомендуемые размеры точечных сварных соединений, мм
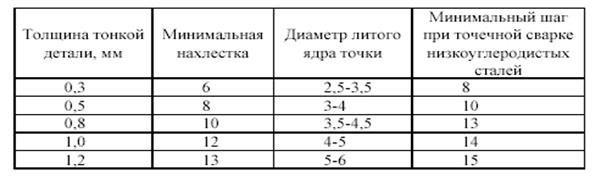
Таблица 6.2 - Режимы точечной сварки углеродистых сталей на машинах переменного тока
После выполнения сварки пробных «точек» производят проверку качества сварного соединения: заданные размеры сварной точки и механические свойства (технологическая проба). При необходимости корректируются режимы сварки.
К дефектам точечной сварки относят недопустимые отклонения в размерах деталей, точек и расстояний между ними, наружные выплески и глубокие вмятины, подплавления и трещины, прожоги и вырывы точек, прилипания материала электрода, непровар, малый диаметр ядра, внутренние трещины и другие. Дефекты сварки выявляются внешним осмотром, анализом излома, микроанализом.
Контактная сварка широко применяется в автомобильной, авиационной, электронной и строительной промышленности, судостроении, металлургическом производстве, вагоностроении, котло- и турбостроении, производстве бытовых приборов и т.д.








