 2015-07-14
2015-07-14 2297
2297Область применения фрезерных станков обширна: обработка плоских и фасонных поверхностей, прямых и винтовых канавок, резьб, зубчатых колес цилиндрическими, концевыми торцовыми, шпоночными, фасонными, модульными (концевыми и дисковыми) фрезами.
На рисунке 3 представлены фрезерные станки различных типов. Существуют и другие станки указанной группы.
Некоторые из перечисленных станков и приспособления, расширяющие их технологические возможности, рассмотрим далее.

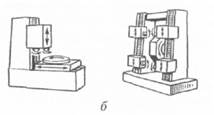
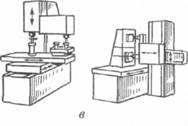
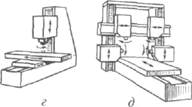
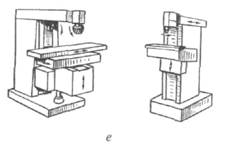

а — консольный вертикальный; б — непрерывного действия; в — копировальные; г — вертикальный бесконсольный с крестовым столом; д ~ продольный двухстоечный; е — широкоуниверсальные; ж - консольный горизонтальный
Рисунок 2 - Основные типы фрезерных станков
Горизонтальные консольно-фрезерные станки предназначены для фрезерных работ по чугуну, стали и цветным металлам твердосплавным инструментом в условиях мелко и крупносерийного производства. Наличие в станке возможности поворота стола вокруг вертикальной оси обеспечивает фрезерование винтовых канавок сверл и других аналогичных изделий.
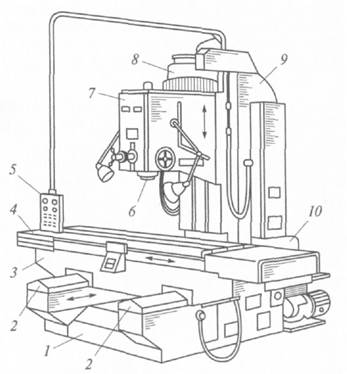
На (рисунке 3) показан общий вид горизонтального консольно-фрезерного станка с ручным управлением. Станина 1 установлена на фундаментной плите 13. На вертикальных направляющих станины расположена консоль 11с горизонтальными поперечными направляющими 10 для перемещения салазок 9. На них размещена поворотная плита 8 с горизонтальными продольными направляющими, на которых монтируется стол 7. Такая компоновка узлов обеспечивает столу перемещение в трех направлениях: продольном, поперечном и вертикальном. В станине расположены коробка скоростей и привод с электродвигателем, обеспечивающим главное вращательное движение шпинделя 3. Над шпинделем расположен хобот 2, на направляющих которого закреплены подвески 4 и 6, служащие опорами для фрезерной оправки 5. В консоли размещена коробка подач, позволяющая изменять скорость движения подачи стола в продольном и поперечном направлениях.
1-станина; 2 – хобот; 3 – шпиндель; 4,6 подвески; 5 – фрезерная оправка; 7 – стол; 8 – поворотная плита; 9 – салазки; 10 – поперечные салазки; 11 – консоль; 12 – колонна; 13 фундамент.
Рисунок 3 - Горизонтальный консольно-фрезерный станок
Установочное перемещение стола в вертикальном направлении осуществляется вручную от ходового винта, расположенного в колонке 12.
Стол и салазки горизонтального консольно-фрезерного станка показаны на рис. 3 Салазки 13 на консоли 16 перемещаются в поперечном направлении. На салазках смонтирована поворотная плита 11; на ней по продольным направляющим перемещается стол 9 от ходового винта 2. Вращение ходовому винту передается вертикальным валом 17 через конические зубчатые колеса 10, 5 (или 8 при реверсе). Реверсирование стола происходит при перемещении вилкой 6 муфты 7 — вправо и влево, а выключение — в среднем положении. В крайних положениях муфта соединяется с коническими зубчатыми колесами 5 и 8. На ходовом винте предусмотрен механизм выборки зазора между резьбой ходового винта 2 и гайками 3 и 4, из которых одна (3) может перемещаться в осевом направлении при вращении червяка 14. Ручная подача включается вращением маховика 1.
Поворотная плита 11 при необходимости может быть повернута на вертикальном валу 17 относительно салазок 13 на 45°. Плита 11 центрируется по Т-образному пазу салазок 13 посредством двух сухарей 12, которые служат также для закрепления плиты на салазках при их подъеме посредством вращения винтов 15.
Бесконсольные вертикально-фрезерные станки
Особенностью конструкции бесконсольного вертикально-фрезерного станка с крестовым столом (рисунок 4), является более жесткая станина и стойка, червячно-реечный привод стола, отсутствие консоли. Все это позволяет обрабатывать крупные заготовки с большими припусками на высоких режимах резания. Фрезерование осуществляется в основном торцовыми головками, в том числе с твердосплавными пластинами.
На неподвижной станине / размещается крестовый стол 4, с возможностью перемещения по направляющим салазок 3 в продольном направлении и по
направляющим 2 станины — в поперечном. Шпиндельная бабка 7 с коробкой скоростей монтируется на вертикальных направляющих стойки 9 станины 1. Главное вращательное движение шпинделю 6 сообщается от
 |
1 — станина; 2 — направляющие; 3 — салазки; 4 — крестовый стол; 5 — подвесной пульт; 6 — шпиндель; 7 — шпиндельная бабка; 8 — электродвигатель;
9 — стойка; 10 — коробка подач
Рисунок 4 - Бесконсольный вертикально-фрезерный станок
Электродвигателя 8 продольное и поперечное движения подачи стола — от коробки подач 10, находящейся в станине. Управление станком происходит обычно от подвесного пульта 5. У некоторых станков шпиндельную бабку можно поворачивать в вертикальной плоскости.
 Фрезерно-центровальные станки
Фрезерно-центровальные станки
Фрезерно-центровальные станки - предназначены для двустороннего фрезерования и зацентровки торцов деталей типа валов. Оба торца фрезеруют одновременно, а затем одновременно зацентровывают. Такая технология позволяет обеспечить параллельность торцов между собой и перпендикулярность центровых отверстий к этим торцам, что очень важно при последующей обработке валов.
На рисунке 5 показан фрезерно-центровальный станок со шкафом 10 электрооборудования. На станине 7 по направляющим 8 каретки 6 станка могут перемещаться в продольном направлении фрезерно-сверлильные бабки / и 5. Заготовка устанавливается в тиски 2 с гидравлическим приводом и зажимается. В каждой бабке имеются фрезерная 3 и сверлильная 4 головки. При перемещении головок 3 (вместе с бабками) по направляющим 8 каретки происходит фрезерование торцов заготовок. После этого, по достижении кареткой упора, заготовка центруется с двух сторон за счет осевого перемещения сверл вместе с пинолями шпинделей сверлильных головок 4. Привод фрезерного и сверлильного шпинделей — от отдельных электродвигателей.
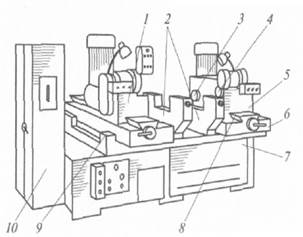
1, 5 — фрезерно-сверлильные бабки; 2 — тиски; 3 — фрезерная головка; 4 — сверлильная головка; 6 — каретка; 7 — станина; 8, 9 — направляющие; 10 —
шкаф электрооборудования
Рисунок 5 - Фрезерно-центровальный станок
Продольно-фрезерные станки
Продольно-фрезерные станки предназначены для обработки одновременно набором фрез горизонтальных, вертикальных, наклонных и фасонных поверхностей корпусных и других крупных деталей. Инструмент — торцовые, цилиндрические и фасонные фрезы. Область применения — средне- и крупносерийное производство. Продольно-фрезерные станки обеспечивают высокую производительность за счет высоких скоростей вращения шпинделей, больших подач при обработке заготовок твердосплавным инструментом. Это обеспечивается достаточной мощностью шпиндельных бабок и большой тяговой силой столов.
Станки изготовляют одностоечными (рисунок 6, а) и двухстоечными (рисунок 6, б). В одностоечных станках предусмотрена одна шпиндельная бабка 5. В двухстоечном станке предусмотрены три или четыре шпиндельные бабки 5, из которых две монтируются на стойках 4 и перемещаются вертикально по направляющим стойки, а одна или две бабки, расположенные на траверсе 8, перемещаются по горизонтальным направляющим от коробки подач 9 и электродвигателя 11.
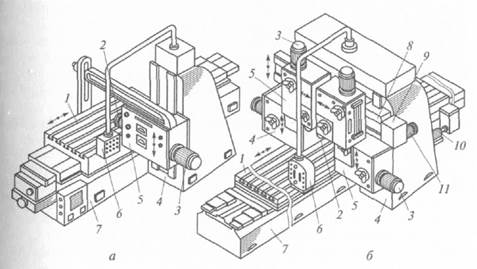
1 — стол; 2 — шпиндель; 3, 10, 11, — электродвигатели; 4 — стойки; 5 — шпиндельные бабки; 6 — подвесной пульт; 7 — станина; 8 — траверса; 9 —коробка подач
Рисунок 6 - Одностоечный (а) и двухстоечный (б) продольно-фрезерные станки с ручным управлением
В свою очередь траверсе сообщается вертикальное перемещение. У ряда модификаций станков шпиндельные бабки 5 могут поворачиваться в вертикальной плоскости для обработки наклонных поверхностей. Вращение шпинделей 2 в бабках 5 происходит от отдельных электродвигателей 3 через коробки скоростей. Столу 1, смонтированному на направляющих станины 7, сообщается продольное перемещение с бесступенчатым регулированием величины подачи от электродвигателя 10 постоянного тока. Управление станком осуществляется от подвесного пульта 6.
В станках предусмотрены различные автоматические циклы работы стола: ускоренный подвод, рабочая подача, ускоренный перебег для обработки следующей заготовки, быстрый отвод и останов.








