 2015-08-12
2015-08-12 891
891Приспособление состоит из стойки 13 закрепленной на опорной раме 10, которая в свою очередь закреплена на полу с помощью анкерных болтов 11. На стойке 13 располагается вертикальная каретка на трех направляющих роликах, снабженная фиксирующим механизмом 14. На каретке расположена поперечная штанга 18 с закрепленной на ней продольной кареткой 6 с винтом фиксации 16. Сварочная горелка 17 расположена на продольной каретки 6, и снабжена винтами точной регулировки горелки 7. В операции сварки и сборки используется манипулятор 1 с планшайбой 12 на которой закреплены центровочный упор 3 и рычаг который при поднятии в рабочее положение стопорится фиксатором 5 расположенный в подвижном упоре 9. Упор с помощью винта 4 крепится в планшайбе 12 манипулятора 1.
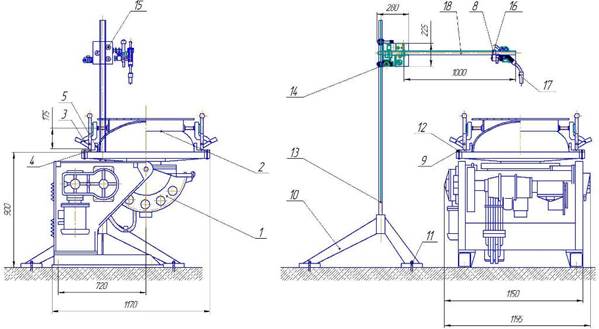
При настройке данного приспособления необходимо соблюдать размерность, заданную по чертежу сборки, относительно центра планшайбы.
Перед установкой настраиваются два упора и крепятся на планшайбе без дополнительной перенастройки. Оставшиеся упоры свободно перемещаются по пазам. После установки заготовки на стол поджимаем вплотную оставшиеся упоры 9 и фиксируем винтами 4. Поднимаем два рычага с упорами 3 и ставим в упоры опорную пяту. Поднимаем оставшиеся два упорных рычага 3 и фиксируем на положение на фиксаторах. Поворачиваем стол манипулятора на угол 43˚ от вертикальной оси и фиксируем положение. Опускаем подвижную вертикальную каретку 8 до уровня стыка, фиксируем при помощи механизма фиксации 14. По штанге 18 подвигаем продольную каретку 6 и фиксируем прижимным винтом 16. Выставляем мундштук сварочной горелки 17 по центру стыка с помощью винтов регулировки 7. Включаем питание на манипуляторе и сварочном автомате, производим сварку шва до первого центровочного рычага. До момента подхода рычага к горелки оператор убирает (опускает) рычаг центровочного рычага, до подхода к другому центровочному рычагу, проделать такую же манипуляцию по опусканию упора и для остальных упоров. В результате операции оператор производит визуальный контроль процесса сварки. По окончании замыкающего шва оператор выключает питание на автомате и убирает горелку на расстояние необходимое для открепления детали и снятия с приспособления.
|
|
|
4.3. Устройство и работа приспособления для сварки продольного стыка обечайки.
Приспособление для сборки и сварки продольного стыка обечайки состоит из опорной рамы 1 закрепленной к полу на фундаментном блоке. К опорной раме крепится несущая колонна 2, на которой находится опорная консоль 7 с закрепленным центровочным винтом 8. Переключатель 6 ручного типа для подачи сжатого воздуха на шланговый цилиндр И. Посредством соединительных гибких магистралей (шлангов) пневмораспределитель 6 соединён с магистралью через редуктор 14 регулирующий давление в шланговом прижиме. В направляющей консоли 3 сварочного трактора 10 вмонтирован шкворень 5 представляющий из себя вал, радиально опорные и упорные и подшипники для уменьшения усилия поворота консоли 3. Также на консоли размещены клавишные прижимы 9 служащие для фиксации деталей. В опорной консоли находитсямедный формирователь 12 размещенный на опорной плите 15 и устройство ориентации кромок 13.
|
|
|
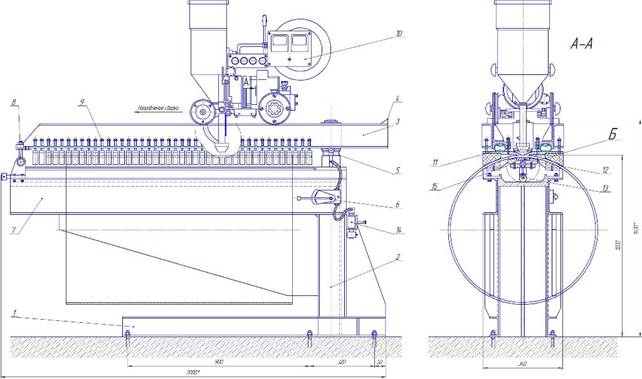 Для установки заготовки отводим верхнюю консоль 3 в сторону на 90˚. Заводим заготовку в нижнюю консоль 7, при помощи эксцентрика выдвигаем устройство ориентации кромок, которое заранее настроено на определенный зазор под сварку данного узла (3мм). После чего подводим консоль сварочного трактора, совмещая оси верхней и нижней консоли. Скрепляем обе консоли при помощи центровочного винта 8. Подаем сжатый воздух распределителем 6 в шланговый цилиндр 11. При увеличении сечения шлангового прижима 11 усилие передается на клавишные прижимы 9, которые опускаясь, прижимают деталь к опорной плите 15 нижней консоли 7. Отводим устройство ориентации кромок 13 по средством эксцентрика, деталь зафиксирована и подвижки кромок не происходит (создается гарантированный зазор между кромками детали. Выставляем мундштук сварочного трактора по центру свариваемых кромок начиная от начала входной пластины. Включаем питание на сварочном тракторе и производим сварку стыка, выводя дугу на всю длину выводной пластины.
Для установки заготовки отводим верхнюю консоль 3 в сторону на 90˚. Заводим заготовку в нижнюю консоль 7, при помощи эксцентрика выдвигаем устройство ориентации кромок, которое заранее настроено на определенный зазор под сварку данного узла (3мм). После чего подводим консоль сварочного трактора, совмещая оси верхней и нижней консоли. Скрепляем обе консоли при помощи центровочного винта 8. Подаем сжатый воздух распределителем 6 в шланговый цилиндр 11. При увеличении сечения шлангового прижима 11 усилие передается на клавишные прижимы 9, которые опускаясь, прижимают деталь к опорной плите 15 нижней консоли 7. Отводим устройство ориентации кромок 13 по средством эксцентрика, деталь зафиксирована и подвижки кромок не происходит (создается гарантированный зазор между кромками детали. Выставляем мундштук сварочного трактора по центру свариваемых кромок начиная от начала входной пластины. Включаем питание на сварочном тракторе и производим сварку стыка, выводя дугу на всю длину выводной пластины.
После окончания процесса сварки выключаем питание на сварочном тракторе и отводим его в начальное положение. Убираем подачу сжатого воздуха распределителем 6, клавишные прижимы 9 поднимаясь вверх при помощи пружинного механизма возврата, освобождают деталь. Убираем центровочный винт 8 и отводим верхнюю консоль 3 на угол 90˚, позволяющий совершать манипуляцию по снятию детали с приспособления. Собираем оставшийся флюс, засыпаем в бункер сварочного трактора 10 и выводим деталь с нижней консоли 7. Приспособление готово к повторному операционному циклу.
4.4. Устройство и работа приспособления для сварки кольцевых швов.
Приспособление (чертеж приспособления для сварки кольцевых швов) предназначено для сварки кольцевого шва. Оно состоит из подвижной рамы 16, на которой перемещается по направляющим сварочный трактор 1. Рама снабжена колесами 5 на которых установлен фиксатор 17 для установки рамы в не подвижном положении. Сам стенд для вращения состоит из силовой опорной рамы 7, на которой закреплена плита электродвигателя 15, сам электродвигатель 11 который через эластичную муфту передает вращение на блок изменения скорости вращения 12. От блока вращение передается на редуктор 13 с редуктора через сцепную муфту 26 по валу 8, вращение передается на приводной вал 3. Вал 3 закреплен на силовой раме через корпус подшипника передний 25 и задний 6.
Деталь устанавливается на приводной вал и крепится двумя центрами, задним 22 и передним 23. Центра поднимаются при помощи пневмоцилиндров 25 и 26.
При установке собранной детали на вал 3 подвижная рама отведена на расстояние необходимое для установки детали на приспособление, поджимаем деталь двумя центрами 25 и 26. Устанавливаем необходимое число оборотов равное по скорости сварки на переключателе 12. Подводим подвижную раму 16 по центру оси детали, Фиксируем положение стопорным механизмом 17. Устанавливаем мундштук по центру свариваемых кромок и подаем питание на сварочный трактор 1. При включении сварочного трактора автоматически включается электродвигатель 11, и через блок 12 и редуктор 13 передает вращение на приводной вал. После сварки замыкающего шва выключаем питание на сварочном тракторе 1. Передвигаем трактор 1 на второй шов, выставляем мундштук по центру и снова включаем питание. После замыкания шва выключаем питание и разблокируем подвижную раму 16 механизмом 17, отводим в сторону для уборки остатков флюса, который засыпаем в бункер сварочного трактора. Удаляем шлак и снимаем деталь. Приспособление готово для следующего цикла.
|
|
|








