 2015-08-21
2015-08-21 2229
2229заключается в том, что 1-3 ролика прижимаются к обрабатываемой поверхности и под давлением сминают микронеровности и создают наклепанный слой, повышающий эксплуатационные свойства обрабатываемой поверхности (рис. 40).
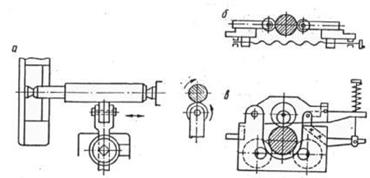
Рис.40. Схемы обкатывания роликами:
а – одним, б – двумя, в – тремя
Обкатывание роликами может осуществляться с продольной или поперечной подачей (рис. 41).
Обычно этими способами обрабатывают достаточно жёсткие детали из стали, чугуна и цветных сплавов. До обкатывания заготовки обрабатывают точением, шлифованием и другими способами, обеспечивающими точность 7 – 9-ый квалитеты. Припуск на обработку обычно рекомендуется выбирать равным 0,005...0,02 мм.
Рис. 41. Обкатывание поверхностей роликом:
а - с продольной подачей, б - с поперечной подачей
Качество обрабатываемой поверхности при обкатывании роликами в значительной степени зависит от режимов деформирования:
силы обкатывания (или давления на ролик),
продольной подачи,
окружной скорости заготовки,
числа рабочих ходов
и применяемой смазочно-охлаждающей жидкости.
Процесс обкатки роликами рекомендуется осуществлять при следующих условиях:
давление на ролик 500..2000 Н,
окружная скорость заготовки 75..200 м/мин,
продольная подача 20..40 м/мин.
Для уменьшения трения в местах контакта ролика и заготовки необходимо применять смазку (керосин, веретенное масло).
Шероховатость поверхности при обкатке роликом снижается на 1-2 класса и происходит лишь незначительное исправление погрешности формы от предыдущей обработки. В процессе обработки роликами, объем заготовки практически постоянен, т.е. диаметр заготовки изменяется незначительно. Постоянство размера происходит из-за перераспределения элементарных объемов металла.
Ролики изготавливаются из закаленной стали, стали ШХ или твердого сплава.








