 2015-10-22
2015-10-22 2405
24055-я операция. Убедившись в верности построенных изображений, удалить вспомогательные линии, заштриховать разрезы и сечения. При нанесении штриховки под 450 использовать диагонали квадратов сетки. Расстояние между линиями штриховки зависит от размера штрихуемой площади, обычно его принимают равным 2 – 3 мм.
6-я операция. Наметить основные и вспомогательные конструкторские базы и нанести необходимые выносные и размерные линии, как бы мысленно изготавливая деталь. При этом никаких измерений не производится. Расстояние между параллельными размерными линиями рекомендуется минимум 7 мм, а размерными и параллельными им линиями контура – минимум 10 мм.
Нанести знаки шероховатости без указания параметров, располагая их возможно ближе к соответствующим размерным линиям.
7-я операция. Выполнить обмер детали имеющимися инструментами (металлическая линейка, штангенциркуль, кронциркуль, нутромер, радиусные шаблоны, резьбовые шаблоны) и вписать в эскиз размерные числа шрифтом 5, согласовывая их с соответствующими стандартами (ГОСТ 6636-69* «Нормальные линейные размеры»; ГОСТ 10549-81* «Сбеги, недорезы, проточки и фаски» и др.). Проставить параметры шероховатости (приложение К), обозначение резьб и т.д.
|
|
|
8-я операция. Обвести линии контура толщиной 0,8 – 1 мм, заполнить основную надпись: обозначение, наименование, материал (желательно с указанием марки и ГОСТа).
Например:
сталь углеродистая обыкновенного качества – Ст 3 ГОСТ 380-88,
сталь углеродистая качественная конструкционная – 25 ГОСТ 1050-88,
чугун для отливок – СЧ 15 ГОСТ 1412-85,
бронза безоловянная литейная – БрА9ЖЗЛ ГОСТ 493-79,
бронза оловянная литейная – БрО1ОФ1 ГОСТ 1613-79.
Внимательно осмотреть эскиз, внести поправки и представить преподавателю на проверку.
Пример выполнения эскиза представлен на рисунке 14.
Сборочный чертеж.
Чертеж сборочный (код СБ) – изображение сборочной единицы и других данных, необходимых для ее сборки (изготовления) и контроля.
Сборочный чертеж составляется на основе технического или эскизного проекта.
В общем случае он содержит (ГОСТ 2.109-73*): изображение сборочной единицы, размеры и номера позиций.
Перед выполнением сборочного чертежа необходимо составить спецификацию в соответствии с ГОСТ 2.108-68* на листах формата А4 по форме 2. Пример выполнения спецификации представлен в приложении К.
Порядок выполнения сборочного чертежа следующий:
1- этап. Выполнение сборочного чертежа в тонких линиях.
Выбирать главное изображение, дающее наиболее полное представление об изделии. Обычно оно является фронтальным разрезом или соединением половины вида спереди с половиной фронтального разреза, если изделие имеет профильную плоскость симметрии. Наметить другие изображения.
|
|
|
Изображение деталей на сборочном чертеже строится на основе выполненных эскизов. Первой вычерчивается основная базовая деталь, обычно корпус. Построение следует вести одновременно на всех намеченных изображениях, увязывая их друг с другом. Правильно изображать резьбовые соединения.
Следует обращать внимание на штриховку на разрезах: штриховка одной и тоже детали на всех видах выполняется в одном и том же направлении с одинаковыми расстояниями между линиями штриховки. В смежных сечениях штриховка должна иметь разное направление или меняться шаг штриховки. Не рассекаются и не штрихуются в продольных разрезах валы, оси, стержни, шарики, болты, если они не имеют внутренних полостей, а также гайки и шайбы.
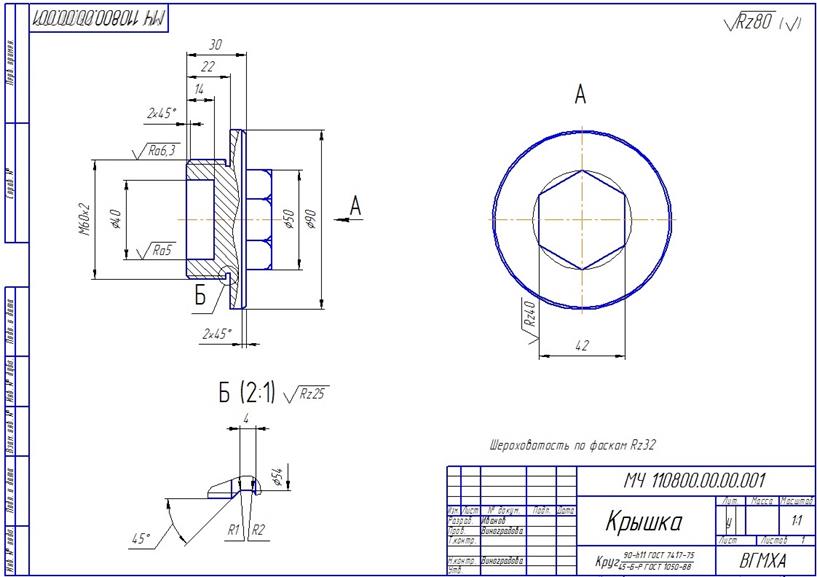
Рисунок 14 – Пример выполнения эскиза детали
На сборочном чертеже допускается не показывать фаски, скругления, углубления, выступы и другие мелкие элементы; зазоры между стержнем и отверстием; крышки, кожухи, маховики и другие части изделия, если необходимо показывать закрываемые ими другие части изделия. В этих случаях над соответствующим изображением делают надпись типа: Крышка поз. 3 не показана.
Для препятствия проникновению через зазоры между подвижными и неподвижными или неподвижными частями изделия пыли, грязи, жидкостей, масло и т.п. применяются уплотнительные устройства. В зависимости от условий уплотнения изготовляют из технической листовой резины, технического войлока, паронита, фторопласта в виде манжет, колец разного сечения, которые закладываются в соответствующие пазы или проточки.
В клапанах, задвижках, насосах применяют сальниковые устройства, которые состоят из втулки, мягкой набивки и накидной гайки. В ГОСТ 5152-84* приведены марки сальниковых набивок для той или иной среды.
Пример записи в спецификации:
Набивка плетенная марки ХБС 18×18 ГОСТ 5152-84*.
2- этап. Нанесение размеров.
Согласно ГОСТ 2.109-74* на сборочном чертеже наносят следующие размеры (шрифтом 5): габаритные, установочные, присоединительные, параметрические и разные полезные справочные размеры.
Если изделие имеет наружные перемещающиеся части, изменяющие ее габаритные размеры, то допускается их указывать в крайних или промежуточных положениях с соответствующими размерами.
Установочные размеры необходимы для установки изделия по месту работы.
Присоединительные размеры характеризуют элементы, по которым будет осуществляться присоединение к изделию других изделий. Например, параметры зубчатых колес.
Параметрические размеры характеризуют эксплуатационные показатели сборочной единицы. Например: диаметр проходного отверстия, задвижки или крана; диаметр отверстия под вал у подшипника.
3- этап. Нанесение позиций, руководствуясь спецификацией.
Правила нанесения номеров позиций на сборочных чертежах изложены в ГОСТ 2.109-73* и ГОСТ 2.316-68*.
На сборочном чертеже составные части изделия нумеруются в соответствии с номерами позиций, указанными в спецификации этого изделия. Номера позиций указывают на полках линий-выносок, проводимых от изображения составных частей, шрифтом 7 или 10. Номера позиций указывают на тех изображениях, которые проецируются как видимые. Их располагают параллельно основной надписи чертежа вне контура изображений и группируют в колонку или строчку по возможности по одной линии. Номера позиций наносят на чертеже, как правило, один раз. Линию-выноску проводят тонкой сплошной линией, закачивающейся точкой, которую наносят на изображение. У зачерненных или узких поверхностей точка заменяется стрелкой.
Линии-выноски не должны пересекаться между собой, не должны быть параллельными линиям штриховки и не должны пересекать по возможности размерные линии изображения составных частей, к которым не относится данная линия-выноска. Линии-выноски допускается выполнять с одним изломом. Для группы крепежных деталей, относящихся к одному и тому же месту крепления, допускается делать общую линию-выноску с вертикальным расположение номеров позиций.
|
|
|
Полки линий-выносок проводятся тонкой сплошной линией.
4- этап. Обводка чертежа и заполнение основной надписи.
ПРИЛОЖЕНИЯ
Приложение А – Параметры метрической резьбы.
Таблица 1 – Диаметры и шаги метрической цилиндрической резьбы общего назначения, мм.
| Диаметр d | Шаг Р | |||
| ряд 1 | ряд 2 | ряд 3 | крупный | мелкий |
| - | - | 0,40 | 0,25 | |
| - | 2,2 | - | 0,45 | 0,25 |
| 2,5 | - | - | 0,45 | 0,35 |
| - | - | 0,50 | 0,35 | |
| - | 3,5 | - | (0,60) | 0,35 |
| - | - | 0,70 | 0,50 | |
| - | 4,5 | - | (0,75) | 0,5 |
| - | - | 0,80 | 0,5 | |
| - | - | (5,5) | - | 0,5 |
| - | - | 0,75; 0,5 | ||
| - | - | 0,75; 0,5 | ||
| - | - | 1,25 | 1; 0,75; 0,5 | |
| - | - | (1,25) | 1; 0,75; 0,5 | |
| - | - | 1,5 | 1,25; 1; 0,75; 0,5 | |
| - | - | (1,5) | 1; 0,75; 0,5 | |
| - | - | 1,75 | 1,5; 1,25; 1; 0,75; 0,5 | |
| - | - | 1,5; 1,25; 1; 0,75; 0,5 | ||
| - | - | - | 1,5 (1) | |
| - | - | 1,5; 1; 0,75; 0,5 | ||
| - | - | - | 1,5 (1) | |
| - | - | 2,5 | 2; 1,5; 1; 0,75; 0,5 | |
| - | - | 2,5 | 2; 1,5; 1; 0,75; 0,5 | |
| - | - | 2,5 | 2; 1,5; 1; 0,75; 0,5 | |
| - | - | 2; 1,5; (1) | ||
| - | - | - | 2; 1,5; (1) | |
| - | (26) | - | 1,5 | |
| - | - | 2; 1,5; 1; 0,75 | ||
| - | - | (28) | - | 2; 1,5; 1 |
| - | - | 3,5 | (3); 2; 1,5; 1; 0,75 | |
| - | - | (32) | - | 2; 1,5 |
| - | - | 3,5 | (3); 2; 1,5; 1; 0,75 | |
| - | - | - | 1,5 | |
| - | - | 3; 2; 1,5; 1 | ||
| - | - | (38) | - | 1,5 |
| - | - | 3; 2; 1,5; 1 | ||
| - | - | (3); (2); 1,5 | ||
| - | - | 4,5 | (4); 3; 2; 1,5; 1 | |
| - | - | 4,5 | (4); 3; 2; 1,5; 1 | |
| - | - | (4); (3); (2); 1,5; 1 | ||
| - | - | - | (3); (2); 1,5; | |
| - | - | (4); 3; 2; 1,5; 1 | ||
| - | - | - | (4); (3); 2; 1,5 | |
| - | - | 5,5 | 4; 3; 2; 1,5; 1 | |
| - | - | - | (4); (3); 2; 1,5 | |
| - | - | (5,5) | 4; 3; 2; 1,5; 1 | |
| - | - | - | (4); (3); 2; 1,5 | |
| Примечания: 1. При выборе диаметров резьб предпочитать первый ряд второму, а второй третьему. 2. Диаметры и шаги резьб, заключенные в скобки, по возможности не применять |

|
|
|

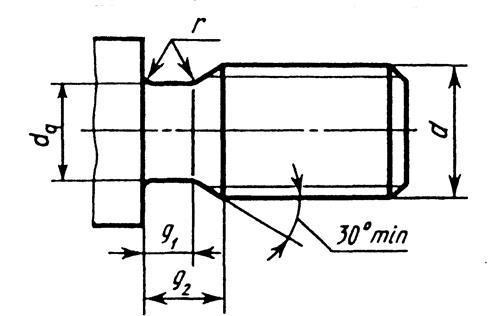
Рисунок 1 – Проточки наружной метрической резьбы.











|




 |
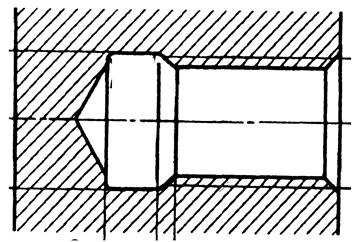
Рисунок 2 – Проточки внутренней метрической резьбы.
|
|
|
Таблица 2 – Размеры проточек наружной метрической резьбы, мм
| Шаг резьбы Р | Номинальный диаметр резьбы с крупным шагом | dg | g1min | g2max ~ 3P | r ~ 0.5P |
| 0,2 | 0,8 | d – 0,3 | 0,32 | 0,6 | 0,1 |
| 0,25 | 1; 1,2 | d – 0,4 | 0,4 | 0,75 | 0,12 |
| 0,3 | 1,4 | d – 0,5 | 0,5 | 0,9 | 0,16 |
| 0,35 | 1,6; 1,8 | d – 0,6 | 0,6 | 1,05 | |
| 0,4 | d – 0,7 | 0,6 | 1,2 | 0,2 | |
| 0,45 | 2,2; 2,5 | d – 0,7 | 0,7 | 1,35 | |
| 0,5 | d – 0,8 | 0,8 | 1,5 | ||
| 0,6 | 3,5 | d – 1 | 0,9 | 1,8 | |
| 0,7 | d – 1,1 | 1,1 | 2,1 | ||
| 0,75 | 4,5 | d – 1,2 | 1,2 | 2,25 | 0,4 |
| 0,8 | d – 1,3 | 1,3 | 2,4 | ||
| 6; 7 | d – 1,6 | 1,6 | 0,6 | ||
| 1,25 | d – 2 | 3,75 | |||
| 1,5 | d – 2,3 | 2,5 | 4,5 | 0,8 | |
| 1,75 | d – 2,6 | 5,25 | |||
| 14; 16 | d –3 | 3,4 | |||
| 2,5 | 18; 20; 22 | d –3,6 | 4,4 | 7,5 | 1,2 |
| 24; 27 | d – 4,4 | 5,2 | |||
| 3,5 | 30; 33 | d – 5 | 6,2 | 10,5 | 1,6 |
| 36; 39 | d – 5,7 | ||||
| 4,5 | 42; 45 | d – 6,4 | 13,5 | ||
| 48; 52 | d – 7 | 2,5 | |||
| 5,5 | 56; 60 | d – 7,7 | 17,5 | 3,2 | |
| 64; 68 | d – 8,3 |
Таблица 3 – Допускаемые размеры проточек наружной метрической резьбы, мм
| Шаг резьбы Р | Проточка узкая (g2 » 2,5P) | Проточка широкая (g2 » 3,5P) | ||
| g1min | g2max | g1min | g2max | |
| 0,2 | 0,25 | 0,5 | 0,45 | 0,7 |
| 0,25 | 0,25 | 0,6 | 0,55 | 0,9 |
| 0,3 | 0,3 | 0,75 | 0,6 | 1,05 |
| 0,4 | 0,5 | 0,8 | 1,4 | |
| 0,5 | 0,5 | 1,25 | 1,1 | 1,75 |
| 0,6 | 0,6 | 1,5 | 1,2 | 2,1 |
| 0,7 | 0,8 | 1,75 | 1,5 | 2,45 |
| 0,75 | 0,9 | 1,9 | 1,6 | 2,6 |
| 0,8 | 0,9 | 1,7 | 2,8 | |
| 1,1 | 2,5 | 2,1 | 3,5 | |
| 1,25 | 1,5 | 3,2 | 2,7 | 4,4 |
| 1,5 | 1,8 | 3,8 | 3,2 | 5,2 |
| 1,75 | 2,1 | 4,3 | 3,2 | 5,2 |
| 2,5 | 4,5 | |||
| 2,5 | 3,2 | 6,3 | 5,6 | 8,7 |
| 3,7 | 7,5 | 6,7 | ||
| 3,5 | 4,7 | 7,7 | ||
| 5,0 | ||||
| 4,5 | 5,5 | 10,5 | ||
| 6,5 | 12,5 | 11,5 | 17,5 | |
| 5,5 | 7,5 | 12,5 | ||
| 8,0 |
Таблица 4 – Размеры проточек внутренней метрической резьбы, мм.
| Шаг резьбы Р | g1min | g2max | dg | R» 0,5P | ||
| нормальная | короткая | нормальная | короткая | |||
| 0,2 | 0,8 | 0,5 | 1,2 | 0,9 | 0,1 0,12 0,16 0,16 | |
| 0,25 | 0,6 | 1,4 | d+0,1 | |||
| 0,3 | 1,2 | 0,75 | 1,6 | 1,25 | ||
| 0,35 | 1,4 | 0,9 | 1,9 | 1,4 | ||
| 0,4 | 1,6 | 2,2 | 1,6 | d+0,2 | 0,2 | |
| 0,45 | 1,8 | 1,1 | 2,4 | 1,7 | ||
| 0,5 | 2,2 | 1,25 | 2,5 | |||
| 0,6 | 2,4 | 1,5 | 3,3 | 2,4 | ||
| 0,7 | 2,8 | 1,75 | 3,8 | 2,75 | d+0,3 | 0,4 |
| 0,75 | 1,9 | 2,9 | ||||
| 0,8 | 3,2 | 4,2 | ||||
| 2,5 | 5,2 | 3,7 | 0,6 | |||
| 1,25 | 3,2 | 6,7 | 4,9 | |||
| 1,5 | 3,8 | 7,8 | 5,6 | 0,8 | ||
| 1,75 | 4,3 | 9,1 | 6,4 | 1,0 | ||
| 10,3 | 7,3 | |||||
| 2,5 | 6,3 | 9,3 | d+0,5 | 1,2 | ||
| 7,5 | 15,2 | 10,7 | ||||
| 3,5 | 12,7 | 1,6 | ||||
| 4,5 | ||||||
| 12,5 | 18,5 | 2,5 | ||||
| 5,5 | 3,2 | |||||
Таблица 5 – Диаметры и шаги метрической цилиндрической резьбы для деталей из пластмасс с особо крупным шагом, мм.
| d | P |
| 0,8 | |
| 1,0 | |
| 1,5 | |
| 1,5 | |
| 1,5 |
Таблица 6 – Размеры сквозных отверстий под крепежные детали, мм.
| Диаметр стержня d | Ряд диаметров d1 сквозных отверстий | Диаметр стержня d | Ряд диаметров d1 сквозных отверстий | ||||
| 1,0 | 1,2 | 1,3 | - | ||||
| 1,2 | 1,4 | 1,5 | - | ||||
| 1,4 | 1,6 | 1,7 | - | ||||
| 1,6 | 1,7 | 1,8 | 2,0 | ||||
| 2,0 | 2,2 | 2,4 | 2,6 | ||||
| 2,5 | 2,7 | 2,9 | 3,1 | ||||
| 3,2 | 3,4 | 3,6 | |||||
| 4,3 | 4,5 | 4,8 | |||||
| 5,3 | 5,5 | 5,8 | |||||
| 6,4 | 6,6 | 7,0 | |||||
| 7,4 | 7,6 | 8,0 | |||||
| 8,4 | 9,0 | ||||||
| 10,5 | |||||||
Приложение Б – Стандартные крепежные детали.








