 2017-11-01
2017-11-01 916
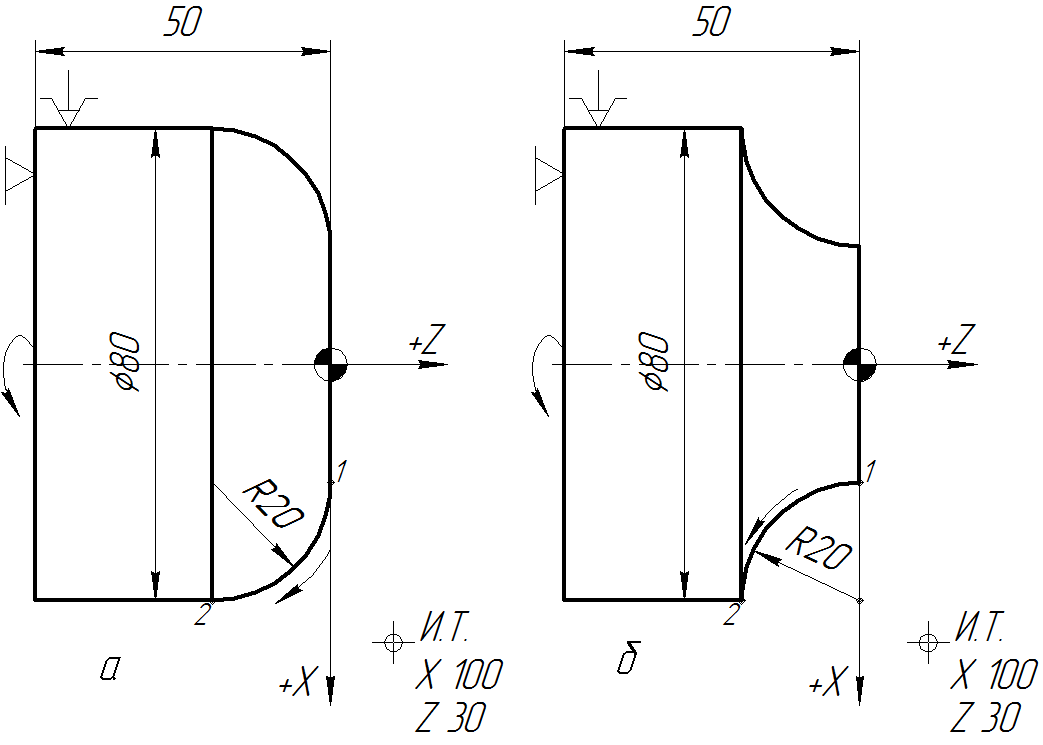
916Для обработки полной четверти окружности необходимо подвести инструмент по программе к той точке, откуда начнется обработка окружности. Затем надо задать функцию G12 или G13 и координаты конечной точки окружности по X и по Z символом *.
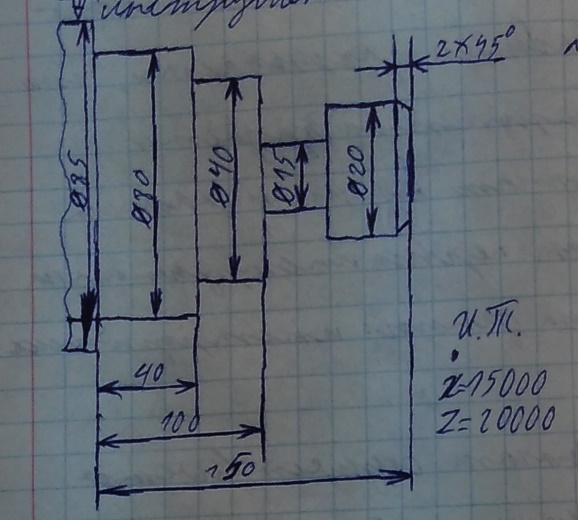
Сущность программирования в многоинструментальной обработке заключается, что для каждого инструмента задается своя система координат, отличающиеся от системы координат первого инструмента на величину вылета данного инструмента по обеим осям. Сдвиг оси координат осуществляется с помощью функции G92. Смена инструмента по программе выполняется с помощью символа T, который имеет номер соответствующей позиции резцодержателя, револьверной головки.
Привязка выполняется в следующей последовательности:
1. Составление технологии обработки
2. Определение очередности работы инструментов
3. Установка и закрепление заготовки
4. Установка первого инструмента
5. Привязка первого инструмента обычным способом
| N кадра | Содержание кадра |
| M3 | |
| S500 | |
| F30 | |
| T1 (черновой резец) | |
| Z15100~ | |
| X8050~ | |
| Z0 | |
| X8100 | |
| Z15100~ | |
| G77 | |
| X4050* | |
| Z4050* | |
| P800* | |
| X4100~ | |
| G77 | |
| X2050* | |
| Z10050* | |
| P800* | |
| X15000~ | |
| Z20000~ | |
| T2 (чистовой резец) | |
| G92 | |
| X…* | |
| Z…* | |
| S700 | |
| F15 | |
| Z15100~ | |
| X1600~ | |
| Z15000 | |
| X2000 – 45° | |
| Z10000 | |
| X4000 | |
| Z4000 | |
| X8000 | |
| Z0 | |
| X…~ | |
| Z…~ | |
| T3 (канавочный резец) | |
| G32 | |
| X…* | |
| Z…* | |
| Z10000~ | |
| X4100~ | |
| X1500~ | |
| X…~ | |
| Z…~ | |
| G92 | |
| X15000* | |
| Z20000* | |
| M5 | |
| M30 |
Программирование нарезания резьб.
Нарезание резьбы программируется с помощью технологической функции G31. Цикл нарезания резьбы включает в себя следующие кадры:








