 2018-01-21
2018-01-21 720
720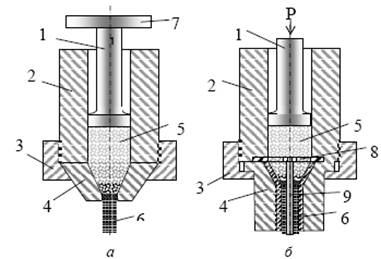
| формование порошка путем продавливания его через отверстие. Форма отверстия определяет форму и размеры поперечного сечения изделия. Мундштучным формованием готовят прутки, трубы, сверла, профили и другие длинномерные изделия. Достоинством этого метода является возможность получения изделий с равномерной плотностью. |
| Схема пресс-формы для мундштучного формования: а – простых изделий; б – изделий (труб, профилей) с постоянным сечением; 1 – пуансон; 2 – матрица; 3 – держатель мундштука; 4 – мундштук; порошок; 5 – порошок; 6 – сформованное изделие; 7 – плунжер пресса; 8 – звездочка; 9 – ввинченная в звездочку игла |
Способы вибрационного формования
Эффективно применение вибрации для уплотнения непластичных материалов
Плотные (75–85 %) и прочные прессовки при небольшом давлении (0,3–0,6 МПа).
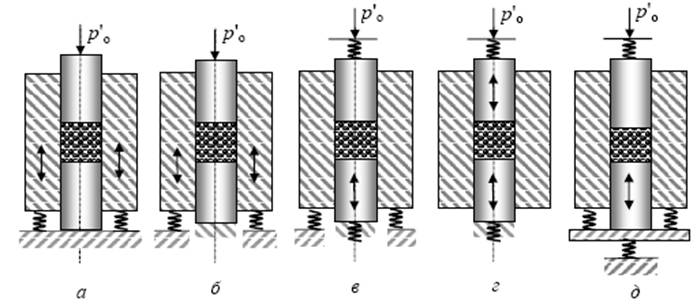 Для порошка с частицами размером > 100 мкм частота 100-200Гц, размером 1–100 мкм –200–300 Гц, размером < 1 мкм – более 300Гц. С уменьшением размера частиц необходимо увеличивать нагрузку на порошок.
Для порошка с частицами размером > 100 мкм частота 100-200Гц, размером 1–100 мкм –200–300 Гц, размером < 1 мкм – более 300Гц. С уменьшением размера частиц необходимо увеличивать нагрузку на порошок.
|
|
|
Горячее литье под давлением
Расплавленный шликер (на парафине) под давлением воздуха заполняет прессформу и застывает, принимая заданную форму. Изделие подвергают предварительному обжигу для выгорания связки и окончательному обжигу. Шликер малой вязкости с большим содержанием твердой фазы.
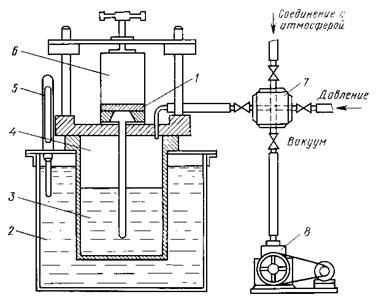
| 1 - форма, 2 - термостат, 3 - шликер, 4 -бачок, 5 - контактный термометр, 6 - прижимное устройство, 7 - редуктор, 8 - вакуумный насос. |








