 2017-11-01
2017-11-01 2010
2010ЦЕЛЬ РАБОТЫ
Разработать вариант технологического процесса получения отливки методом литья в песчано-глинистую форму для предложенной детали.
ОБЩИЕ СВЕДЕНИЯ
Сущностью способа заключается в заливке расплава в песчаную форму, полость которой имеет конфигурацию отливки; затвердевший и охлажденный металл или сплав сохраняет конфигурацию этой полости.
Чтобы изготовить литейную форму, необходимо иметь модельный комплект: это совокупность технологической оснастки и приспособлений, необходимых для образования в форме полости. Модельный комплект состоит из модели отливки; моделей элементов литниковой системы; стержневых ящиков; модельных плит для установки и крепления моделей; сушильных плит и др.
Моделью называют приспособление, с помощью которого в форме получают отпечаток, соответствующий конфигурации отливки. Модели бывают неразъемными, разъемными, с отъемными частями и т. п. Они изготовляются из дерева, чугуна, алюминия пластмасс.

Рис. 3.18. Отливка с литниковой системой:1 - литниковая чаша (воронка);2 – стояк;3 – шлакоуловитель; 4 - питатели;5 - выпор
Элементы литниковой системы в виде каналов и резервуаров создаются в форме с помощью специальных моделей (рис. 3.18).
Литниковая воронка предназначена для приема расплава и задержания подающегося вместе с ним шлака. Вертикальный канал (стояк) передает расплавленный металл от воронки к другим элементам системы. Шлакоуловитель служит для дальнейшей передачи металла и очистки его от шлака и неметаллических включений. Плавная и с определенной скоростью подача металла непосредственно в полость формы осуществляется питателем. Вывод паров и газов из полости формы и уменьшение динамического давления металла на форму достигается с помощью выпора
| Рис. 3.19. Стержень (1) и стержневой разъемный ящик (2) |


Стержневые ящики служат для изготовления стержней, с помощью которых в отливках образуются полости и отверстия (рис. 3.19). По конструкции ящики подразделяют на цельные, разъемные, вытряхные и др. изготовляют их из тех же материалов, что и модели.
Стержни устанавливают в форме при ее сборке. В собранной форме образуется пустое пространство между полуформами и стержнями, которое заполняется жидким металлом при заливке.
1. С точки зрения литейной технологичности желательно, чтобы отливка имела наиболее простую внешнюю конфигурацию и равномерную толщину стенок. Должен быть минимум выступающих и углубленных мест, которые следует по возможности располагать в форме горизонтально.
Графическое изображение элементов литейной формы выполняется по единой системе конструкторской документации (ЕСКД) ГОСИ 3.1125-88.
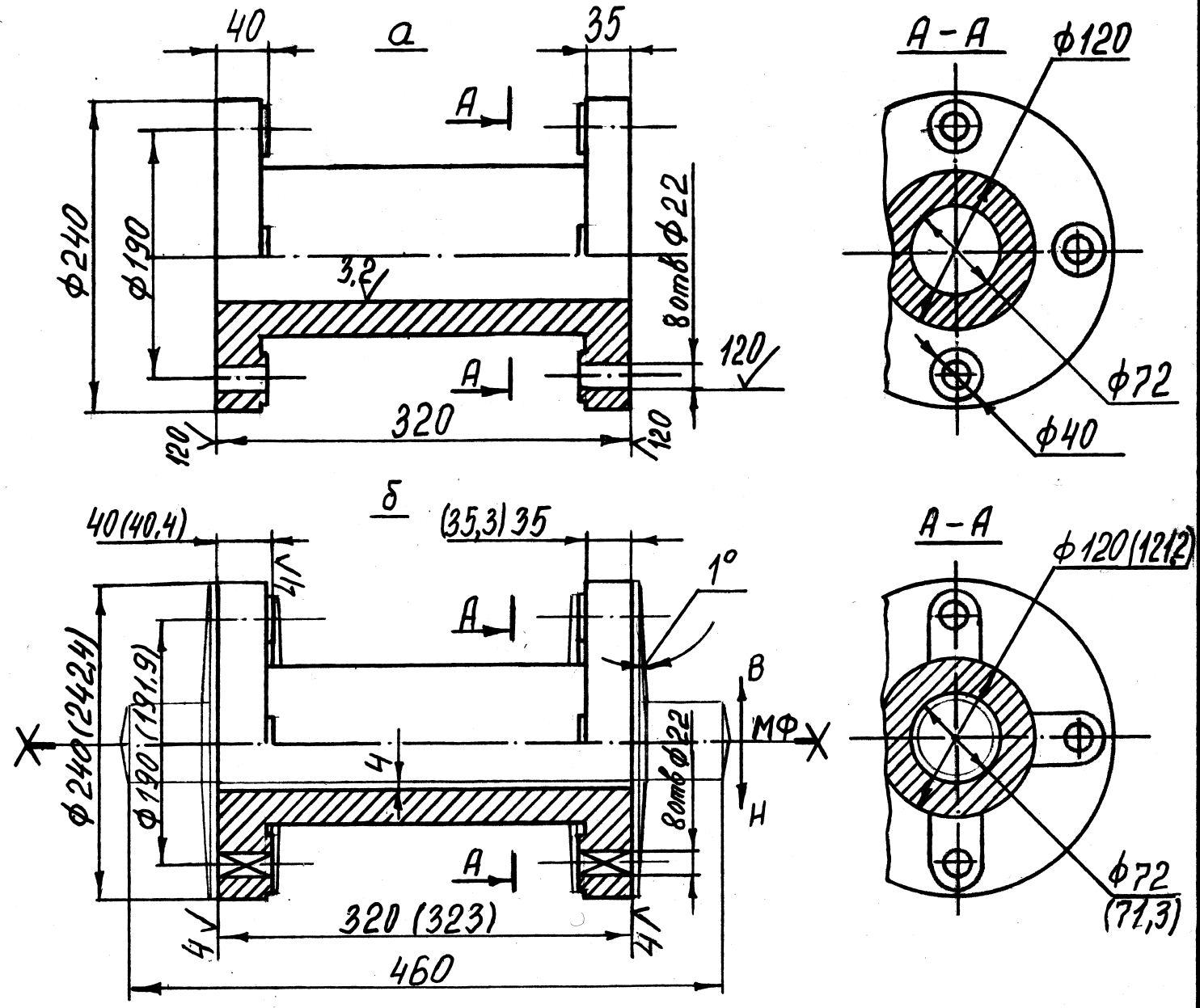
Пример разработки чертежа модели с обозначением разъемов модели и формы показан на рис. 3.20.
1.1. Обозначение разъемов модели, формы и положение отливки при заливки.
Разъем модели и формы показывают отрезком или ломанной штрихпунктирной линией, заканчивающейся знаком  , над которой указывается буквенное обозначение разъема – МФ.
, над которой указывается буквенное обозначение разъема – МФ.
Направление разъема показывают сплошной основной линией, ограниченной стрелками и перпендикулярной к линии разъема.
 I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh AAlNNEPCAAAA3AAAAA8AAABkcnMvZG93bnJldi54bWxET01rwkAQvQv+h2WE3nTXSjVGVymFQNub NhSPQ3ZMotnZkN1o+u+7hYK3ebzP2e4H24gbdb52rGE+UyCIC2dqLjXkX9k0AeEDssHGMWn4IQ/7 3Xi0xdS4Ox/odgyliCHsU9RQhdCmUvqiIot+5lriyJ1dZzFE2JXSdHiP4baRz0otpcWaY0OFLb1V VFyPvdXwkWc+Uar/PNXtolh8r8zFX9ZaP02G1w2IQEN4iP/d7ybOX73A3zPxArn7BQAA//8DAFBL AQItABQABgAIAAAAIQAEqzleAAEAAOYBAAATAAAAAAAAAAAAAAAAAAAAAABbQ29udGVudF9UeXBl c10ueG1sUEsBAi0AFAAGAAgAAAAhAAjDGKTUAAAAkwEAAAsAAAAAAAAAAAAAAAAAMQEAAF9yZWxz Ly5yZWxzUEsBAi0AFAAGAAgAAAAhADMvBZ5BAAAAOQAAABIAAAAAAAAAAAAAAAAALgIAAGRycy9w aWN0dXJleG1sLnhtbFBLAQItABQABgAIAAAAIQAJTTRDwgAAANwAAAAPAAAAAAAAAAAAAAAAAJ8C AABkcnMvZG93bnJldi54bWxQSwUGAAAAAAQABAD3AAAAjgMAAAAA ">
I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh AAlNNEPCAAAA3AAAAA8AAABkcnMvZG93bnJldi54bWxET01rwkAQvQv+h2WE3nTXSjVGVymFQNub NhSPQ3ZMotnZkN1o+u+7hYK3ebzP2e4H24gbdb52rGE+UyCIC2dqLjXkX9k0AeEDssHGMWn4IQ/7 3Xi0xdS4Ox/odgyliCHsU9RQhdCmUvqiIot+5lriyJ1dZzFE2JXSdHiP4baRz0otpcWaY0OFLb1V VFyPvdXwkWc+Uar/PNXtolh8r8zFX9ZaP02G1w2IQEN4iP/d7ybOX73A3zPxArn7BQAA//8DAFBL AQItABQABgAIAAAAIQAEqzleAAEAAOYBAAATAAAAAAAAAAAAAAAAAAAAAABbQ29udGVudF9UeXBl c10ueG1sUEsBAi0AFAAGAAgAAAAhAAjDGKTUAAAAkwEAAAsAAAAAAAAAAAAAAAAAMQEAAF9yZWxz Ly5yZWxzUEsBAi0AFAAGAAgAAAAhADMvBZ5BAAAAOQAAABIAAAAAAAAAAAAAAAAALgIAAGRycy9w aWN0dXJleG1sLnhtbFBLAQItABQABgAIAAAAIQAJTTRDwgAAANwAAAAPAAAAAAAAAAAAAAAAAJ8C AABkcnMvZG93bnJldi54bWxQSwUGAAAAAAQABAD3AAAAjgMAAAAA "> 
Рис. 3.20. Разработка чертежа модели: а – деталь; б - модельный чертеж; в - модель
При применении неразъемных моделей указывают только разъем формы Ф (рис. 3.21).

| Рис. 3.21. Неразъемная модель |
Положение отливки в форме при заливке обозначают буквами В (верх) и Н (низ). Буквы проставляют у стрелок, показывающих направление разъема формы.
Все размеры модели увеличивают на величину литейной усадки используемого сплава.
I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh ANSy16bEAAAA3AAAAA8AAABkcnMvZG93bnJldi54bWxET0trAjEQvgv+hzCCF6lZta5la5QiFTyI xQdIb8Nmurt0M1mTVNd/bwqF3ubje8582ZpaXMn5yrKC0TABQZxbXXGh4HRcP72A8AFZY22ZFNzJ w3LR7cwx0/bGe7oeQiFiCPsMFZQhNJmUPi/JoB/ahjhyX9YZDBG6QmqHtxhuajlOklQarDg2lNjQ qqT8+/BjFEz29nzZfu5S+T6aPk99MnAf+U6pfq99ewURqA3/4j/3Rsf56Qx+n4kXyMUDAAD//wMA UEsBAi0AFAAGAAgAAAAhAASrOV4AAQAA5gEAABMAAAAAAAAAAAAAAAAAAAAAAFtDb250ZW50X1R5 cGVzXS54bWxQSwECLQAUAAYACAAAACEACMMYpNQAAACTAQAACwAAAAAAAAAAAAAAAAAxAQAAX3Jl bHMvLnJlbHNQSwECLQAUAAYACAAAACEAMy8FnkEAAAA5AAAAEgAAAAAAAAAAAAAAAAAuAgAAZHJz L3BpY3R1cmV4bWwueG1sUEsBAi0AFAAGAAgAAAAhANSy16bEAAAA3AAAAA8AAAAAAAAAAAAAAAAA nwIAAGRycy9kb3ducmV2LnhtbFBLBQYAAAAABAAEAPcAAACQAwAAAAA= "> 
| Рис. 3.22. Обозначение положения отливки при вертикальной заливке |
Если отливка формируется в горизонтальном положении, а заливается в вертикальном, то буквенное обозначение верха и низа отливки у стрелок не ставится, а параллельно заливке проводится сплошная основная линия, ограниченная стрелками. У стрелок ставятся буквенное обозначение верха и низа (рис. 3.22).
Изображение припусков
Припуск на механическую обработку – это первый слой металла, удаляемый в процессе механической обработки отливки с ее обрабатываемых поверхностей для обеспечения заданной геометрической точности и качества поверхностного слоя детали. Величина припуска должна превышать все литейные дефекты на этой поверхности отливки.
Припуск колеблется от 2 до 20 мм и зависит от размера отливки степени ее сложности, положения данной поверхности при заливке и от характера производства.
Припуски на механическую обработку изображают сплошной тонкой линией. Величину припуска указывают цифрой перед знаком шероховатости поверхности детали.
Величины припусков определены ГОСТ 26645-85 и при единичном производстве выбираются по III классу точности в зависимости от способа литья, материала отливки, положения обрабатываемой поверхности при заливке (верх, низ, бок), наибольшего габаритного и номинального размера отливки представлены в таблицах 3.9 и 3.10.
Отверстия, впадины и т. п. не выполняемые при отливке детали, зачеркивают сплошной тонкой линией.
Формовочные уклоны назначаются на вертикальные стенки моделей для облегчения извлечения модели из приготовленной полуформы. Величины уклонов определяется высотой вертикальной стенки, материалом модели и методом формовки.
Таблица 3.9
Припуски на механическую обработку отливок из серого чугуна по III классу точности в мм (ГОСТ 26645-85)
| Наибольший габаритный размер детали в мм | Положение поверхности при заливке | Номинальный размер в мм | ||||
| До 50 | 51-120 | 121-260 | 261-500 | 501-800 | ||
| До 120 | верх низ, бок | 3,5 2,5 | 4,5 3,5 | |||
| 121-260 | верх низ, бок | 4,0 3,0 | 5,0 4,0 | 5,5 4,5 | ||
| 261-500 | верх низ, бок | 4,5 3,5 | 6,0 4,5 | 7,0 5,0 | 7,0 6,0 | |
| 501-800 | верх низ, бок | 5,0 4,0 | 7,0 5,0 | 7,0 5,0 | 8,0 6,0 | 9,0 7,0 |
Таблица 3.10
Припуски на механическую обработку отливок из стали по III классу точности в мм (ГОСТ 26645-85)
| Наибольший габаритный размер детали в мм | Положение поверхности при заливке | Номинальный размер в мм | ||||
| До 120 | 121-260 | 261-500 | 501-800 | 801-1250 | ||
| До 120 | верх низ, бок | |||||
| 121-260 | верх низ, бок | |||||
| 261-500 | верх низ, бок | |||||
| 501-800 | верх низ, бок | |||||
| 801-1250 | верх низ, бок |
Формовочные уклоны выбирают по ГОСТ 3212-92 (табл. 3.11) и выполняют:
1) на обрабатываемых поверхностях за счет увеличения размера отливки сверх припуска на механическую обработку (рис. 3.23, а);
2) на необрабатываемых поверхностях, которые не сопрягаются с другими деталями, за счет одновременного увеличения и уменьшения номинального размера отливки, начиная с его середины (рис. 3.23, б);
3) на необрабатываемых поверхностях, которые сопрягаются с другими деталями, соответственным увеличением или уменьшением номинального размера сопрягаемых отливок на величину уклона (рис. 3.23, в).
Таблица 3.11
Формовочные уклоны
| Измеряемая высота поверхности модели, мм | Формовочные уклоны | |
| Моделиметаллические | Моделидеревянные | |
| До 10 | ||
| свыше 10 до 20 | ||
| свыше 20 до 50 | ||
| свыше 60 до 100 | ||
| свыше 100 до 200 | ||
| свыше 200 до 300 | ||
| свыше 300 до 500 |

| а) б) в) |
Рис. 3.23. Формовочные уклоны наружных поверхностей модели
1.3. Изображение и обозначение стержней
Стержни, их знаки и фиксаторы, стержни-перемычки и знаки модели изображают в масштабе чертежа сплошной тонкой линией.



| Рис. 3.24. Схема для определения размеров знаковых частей горизонтального стержня |
Для установки и точной, надежной фиксации стержня в полости литейной формы служит знак стержня. Знаковые части горизонтального стержня выполняются цилиндрически (рис. 3.24).


| Рис. 3.25. Схема для определения размеров знаковых частей вертикального стержня |
Знаковые части вертикальных стержней выполняются коническими с уклоном, что обеспечивает удобство при простановке стержней полуформе и сборке формы (рис. 3.25)
Размеры знаков определяются по таблицам 3.12, 3.13, 3.14.
Таблица 3.12
Длина горизонтальных знаков (мм)
| D или a (b) | Длина знаков l (не более) при длине Lстержня | ||||||||
| до 50 | 50-150 | 150-300 | 300-500 | 500-700 | 700-1000 | 1000-1500 | 1500-2000 | свыше 2000 | |
| До 25 | |||||||||
| 25-50 | |||||||||
| 50-100 | |||||||||
| 100-200 | |||||||||
| 200-300 | |||||||||
| 300-400 | |||||||||
| 400-500 | |||||||||
| 500-750 | |||||||||
| 750-1000 | |||||||||
| 1000-1250 | |||||||||
| 1250-1500 |
Таблица 3.13
Высота нижних вертикальных знаков (мм)
| D или a (b) | Длина знаков h (не более) при длине Lстержня | ||||||||
| до 50 | 50-150 | 150-300 | 300-500 | 500-700 | 700-1000 | 1000-1500 | 1500-2000 | свыше 2000 | |
| До 25 | |||||||||
| 25-50 | |||||||||
| 50-100 | |||||||||
| 100-200 | |||||||||
| 200-300 | |||||||||
| 300-400 | |||||||||
| 400-500 | |||||||||
| 500-750 | |||||||||
| 750-1000 | |||||||||
| 1000-1250 |
Таблица 3.14
Высота верхних вертикальных знаков (мм)
| Высота нижнего знака | ||||||||||||||||
| Высота верхнего знака |
Уклоны знаков вертикальных стержней назначаются в зависимости от высоты их знаковых частей (табл. 3.15)
Таблица 3.15
Уклоны знаков вертикальных стержней
| Высота знака, мм | Уклон знака | |
| Нижний | Верхний | |
| До 20 | 10º | 15º |
| 20-50 | 7º | 10º |
| 50-100 | 6º | 8º |
| 100-200 | 5º | 6º |
Стержень в разрезе штрихуется только у контурных линий.
2. Изготовление литейной формы по разъемной модели.
На рисунке 3.26 представлена схема изготовления литейной формы. На подопочную плиту 6 устанавливают половину разъемной модели 4, а также нижнюю металлическую раму — опоку 3 (рис. 3.26, а). Поверхности модели и плиты в пределах опоки посыпают сухим разделительным песком. Затем в опоку насыпается и уплотняется формовочная смесь. Полученную нижнюю полуформу 5 поворачивают на 1800 и вновь устанавливают на подопочную плиту (рис. 3.26, б). С помощью деревянных шипов или металлических дюбелей верхняя половина модели 10 устанавливается на нижнюю половину, а верхняя опока 8 — на нижнюю опоку. Необходимое совмещение опок достигается установкой центрирующих штырей 7. Поверхность модели и формовочную смесь нижней полуформы по плоскости разъема посыпают разделительным песком.
I zUvOT8nMS7dVCg1x07VQUiguScxLSczJz0u1VapMLVayt+PlAgAAAP//AwBQSwMEFAAGAAgAAAAh AIgf4ujBAAAA3AAAAA8AAABkcnMvZG93bnJldi54bWxET91qwjAUvh/sHcIZeDdTRaRWowxBEGVj rT7AoTlris1JSaLWt1+Ewe7Ox/d7VpvBduJGPrSOFUzGGQji2umWGwXn0+49BxEissbOMSl4UIDN +vVlhYV2dy7pVsVGpBAOBSowMfaFlKE2ZDGMXU+cuB/nLcYEfSO1x3sKt52cZtlcWmw5NRjsaWuo vlRXqyAemmxa5fnnsTSTy8l/lbPwPSg1ehs+liAiDfFf/Ofe6zR/toDnM+kCuf4FAAD//wMAUEsB Ai0AFAAGAAgAAAAhAASrOV4AAQAA5gEAABMAAAAAAAAAAAAAAAAAAAAAAFtDb250ZW50X1R5cGVz XS54bWxQSwECLQAUAAYACAAAACEACMMYpNQAAACTAQAACwAAAAAAAAAAAAAAAAAxAQAAX3JlbHMv LnJlbHNQSwECLQAUAAYACAAAACEAMy8FnkEAAAA5AAAAEgAAAAAAAAAAAAAAAAAuAgAAZHJzL3Bp Y3R1cmV4bWwueG1sUEsBAi0AFAAGAAgAAAAhAIgf4ujBAAAA3AAAAA8AAAAAAAAAAAAAAAAAnwIA AGRycy9kb3ducmV2LnhtbFBLBQYAAAAABAAEAPcAAACNAwAAAAA= "> 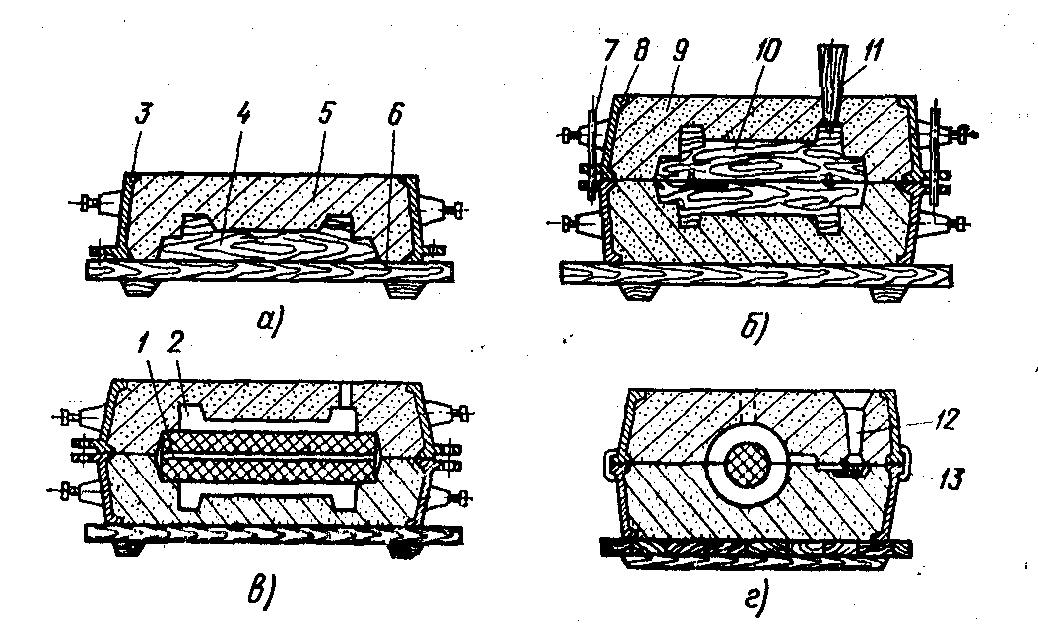
| Рис. 3.26. Схема изготовления литейной формы по разъемной модели: а – формирование нижней опоки; б – формирование верхней опоки; в – установка стержня; г – готовая форма |
По установке моделей литниковой системы 11 и 12 в верхнюю опоку засыпается и уплотняется формовочная смесь. После извлечения моделей литниковой системы и центровочных штырей снимают верхнюю полуформу 9, поворачивая ее на 180° и устанавливая на плиту или ровную поверхность.
Нижняя и верхняя половины модели извлекаются из полуформ. В дальнейшем приступают к сборке литейной формы. Сначала в нижнюю полуформу устанавливается стержень 1 стержневыми знаками в специальные гнезда формы (рис. 3.26, в). Затем с применением центрирующих штырей верхнюю и нижнюю полуформы скрепляют скобами 13 (рис. 3.26, г). Это исключает подъем верхней полуформы за счет давления залитого в полость 2 металла на стенки формы и затекание его в образующийся зазор. Когда металл затвердеет и охладится, литейную форму разрушают.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Перечислите элементы модельного комплекта и укажите их назначение.
2. Каковы различия по размерам отливки от детали, отливки от модели, модели от детали?
4. Укажите назначение и конструктивные особенности стержней?
5. Перечислите элементы литниковой системы и питания отливок, укажите их назначение.
7. Из каких операций складывается процесс изготовления литейной формы?

