 2018-02-13
2018-02-13 8216
8216с призматическими шпонками
Шпонка – деталь, устанавливаемая в пазах двух соединяемых изделий (вала и отверстия втулки) для передачи вращения или взаимного смещения под действием внешних сил.
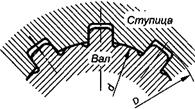
Размеры валов, на которых устанавливают призматические шпонки, размеры шпонок и шпоночных пазов на валу и во втулке показаны на рисунке 1.1 и приведены в таблице 1.4.
 Рисунок 1.1
Рисунок 1.1
Условное обозначение призматической шпонки содержит: наименование изделия, вид исполнения (исполнение 1 не указывается), размер поперечного сечения b×h, длину шпонки l и стандарт, например:
Шпонка 2 - 10×8×40 ГОСТ 23360 – 78*
Таблица 1.4 – Размеры соединений с призматическими шпонками, мм
| Диаметр вала d | Размеры шпонки | Размеры шпоночного паза | ||||||||
| b×h | Фаска s | Интервалы длин l | Глубина | Радиус r1 (фаска s1) | ||||||
| От | До | max | min | От | До | t1- на валу | t2- во втулке | max | min | |
| 6 | 8 | 2×2 | 0,25 | 0,16 | 6 | 20 | 1,2 | 1 | 0,16 | 0,08 |
| 8 | 10 | 3×3 | 6 | 36 | 1,8 | 1,4 | ||||
| 10 | 12 | 4×4 | 8 | 45 | 2,5 | 1,8 | ||||
| 12 | 17 | 5×5 | 0,4 | 0,25 | 10 | 56 | 3 | 2,3 | 0,25 | 0,16 |
| 17 | 22 | 6×6 | 14 | 70 | 3,5 | 2,8 | ||||
| 22 | 30 | 8×7 | 18 | 90 | 4 | 3,3 | ||||
| 30 | 38 | 10×8 | 0,6 | 0,4 | 22 | 110 | 5 | 3,3 | 0,4 | 0,25 |
| 38 | 44 | 12×8 | 28 | 140 | 5 | 3,3 | ||||
| 44 | 50 | 14×9 | 36 | 160 | 5,5 | 3,8 | ||||
| 50 | 58 | 16×10 | 45 | 180 | 6 | 4,3 | ||||
| 58 | 65 | 18×11 | 50 | 200 | 7 | 4,4 | ||||
| 65 | 75 | 20×12 | 0,8 | 0,6 | 56 | 220 | 7,5 | 4,9 | 0,6 | 0,4 |
| 75 | 85 | 22×14 | 63 | 250 | 9 | 5,4 | ||||
| 85 | 95 | 25×14 | 70 | 280 | 9 | 5,4 | ||||
| 95 | 110 | 28×16 | 80 | 320 | 10 | 6,4 | ||||
Длины шпонок выбирают из ряда: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180, 200, 220, 250, 280, 320.
Таблица 1.5 – Поля допусков элементов шпоночного соединения
| Вид соединения | Поле допуска b | Элемент соединения | Поле допуска элемента | |||
| шпонки | паза вала | паза втулки | Высота h | Длина l | ||
| Свободное | h9 | H9 | D10 | Шпонка | h11 | h14 |
| Нормальное | N9 | Js9 | Паз вала и втулки | - | H15 | |
| Плотное | P9 | P9 | ||||
По номинальному размеру шпонки (по ширине b) установлены три вида соединений: 1) свободноедля получения подвижных посадок, применяемых при затруднительных условиях сборки; 2) нормальное для получения неподвижных, разборных соединений при благоприятных условиях сборки; 3) плотное для получения неподвижных соединений с напрессовкой при сборке, работающих при реверсивных нагрузках. Поля допусков приведены приведены в таблице 1.5. Предельные отклонения полей допусков приведены в приложении А.
Допуски и посадки шлицевых прямобочных
соединений.
В шлицевых прямобочных соединениях применяют три способа центрирования вала и втулки: по наружному диаметру D; по внутреннему диаметру d и по боковым поверхностям зубьев b. Основные размеры и числа зубьев шлицевых соединений приведены в таблице 1.6. Шлицевой вал изготавливают в исполнениях А, В и С. Валы исполнений А и С изготавливают при центрировании по внутреннему диаметру d; исполнения В – при центрировании по наружному диаметру D и по боковым сторонам профиля b.
За нормальные размеры шлицевого соединения приняты наружный D и внутренний d диаметры и толщина зуба (ширина паза втулки) b.

а) б) в)
А – исполнение А; б – исполнение В; в – исполнение С
Рисунок 1.2 – Исполнения шлицевых валов
Центрирование по D применяют в неподвижных и подвижных соединениях, передающих небольшой крутящий момент, когда твердость втулки невелика и ее обрабатывают чистовой протяжкой (рисунок 1.3, а).
Центрирование по d применяют в тех случаях, когда требуется повышенная точность совмещения геометрических осей вала и втулки и когда шлицевую втулку после термической обработки шлифуют по внутреннему диаметру (рисунок 1.3, б).
Центрирование по боковым поверхностям зубьев b применяют при невысоких требованиях к соосности, передаче больших крутящих моментов, а также знакопеременных нагрузках (рисунок 1.3, в).


а) б) в)
Рисунок 1.3 – Центрирование шлицевого соединения
Таблица 1.6 – Размеры прямобочных шлицевых соединений, мм
| z×d×D | b | d1 | а | с | r, не более |
| не менее | |||||
| Легкая серия | |||||
| 6×23×26 | 6 | 22,1 | 3,54 | 0,3 | 0,2 |
| 6×26×30 | 6 | 24,6 | 3,85 | 0,3 | 0,2 |
| 6×28×32 | 7 | 26,7 | 4,03 | 0,3 | 0,2 |
| 8×32×36 | 6 | 30,4 | 2,71 | 0,4 | 0,3 |
| 8×36×40 | 7 | 34,5 | 3,46 | 0,4 | 0,3 |
| 8×42×46 | 8 | 40,4 | 5,03 | 0,4 | 0,3 |
| 8×46×50 | 9 | 44,6 | 5,75 | 0,4 | 0,3 |
| 8×52×58 | 10 | 49,7 | 4,89 | 0,5 | 0,5 |
| 8×56×62 | 10 | 53,6 | 6,38 | 0,5 | 0,5 |
| Средняя серия | |||||
| 6×11×14 | 3 | 9,9 | 0,3 | 0,2 | |
| 6×13×16 | 3,5 | 12 | 0,3 | 0,2 | |
| 6×16×20 | 4 | 14,5 | 0,3 | 0,2 | |
| 6×18×22 | 5 | 16,7 | 0,3 | 0,2 | |
| 6×21×25 | 5 | 19,5 | 1,95 | 0,3 | 0,2 |
| 6×23×28 | 6 | 21,3 | 1,34 | 0,3 | 0,2 |
| 6×26×32 | 6 | 23,4 | 1,65 | 0,4 | 0,3 |
| 6×28×34 | 7 | 25,9 | 1,7 | 0,4 | 0,3 |
| 8×32×38 | 6 | 29,4 | 0,4 | 0,3 | |
| 8×36×42 | 7 | 33,5 | 1,02 | 0,4 | 0,3 |
| 8×42×48 | 8 | 39,5 | 2,57 | 0,4 | 0,3 |
| 8×46×54 | 9 | 42,7 | 0,5 | 0,5 | |
| Тяжелая серия | |||||
| 10×16×20 | 2,5 | 14,1 | 0,3 | 0,2 | |
| 10×18×23 | 3 | 15,6 | 0,3 | 0,2 | |
| 10×21×26 | 3 | 18,5 | 0,3 | 0,2 | |
| 10×23×29 | 4 | 20,3 | 0,3 | 0,2 | |
| 10×26×32 | 4 | 23 | 0,4 | 0,3 | |
| 10×28×35 | 4 | 24,4 | 0,4 | 0,3 | |
| 10×32×40 | 5 | 28 | 0,4 | 0,3 | |
| 10×36×45 | 5 | 31,3 | 0,4 | 0,3 | |
| 10×42×52 | 6 | 36,9 | 0,4 | 0,3 | |
Условное обозначение шлица с прямобочным профилем включает в себя: букву, обозначающую поверхность центрирования, число зубьев z, внутренний диаметр d, наружный диаметр D, ширину зуба b, поле допусков по диаметру центрирования и размеру b, например:
d - 8×46h7×54×9f7 – обозначение вала;
d - 8×46H7×54×9D9 – обозначение ступицы;
d - 8×46H7/ h7×54×9D9/ f7 – обозначение соединения.
Поля допусков шлицевых валов и втулок для образования посадок при различных видах центрирования приведены в таблице 1.7.
Предельные отклонения приведены в приложении А.
Таблица 1.7 – Поля допусков шлицевых валов и втулок
| Размер | Деталь | Поля допусков | ||||||||||||
| Для подвижного соединения | Для неподвижного соединения | |||||||||||||
| Центрирование по внутреннему диаметру d | ||||||||||||||
| d | Втулка | H8 | H7 | H7 | ||||||||||
| Вал | e8 | f7 | g6 | h7 | h7 | js6, js7 | n6 | |||||||
| b | Втулка | D9 F10 | D9 F10 | D9 | F8 | D9 F10 | F8 | D9 F10 | H8 | F8 | D9 | H8 | F8 F10 | H8 |
| Вал | e8 e9 | f8 e8 | h9 | f8 f7 h7 | f8 h9 | f7 h7 | f8 h9 | h7 h8 | h7 js7 k7 | k7 | js7 | h7 js7 | js7 | |
| D | Втулка | H12 | ||||||||||||
| Вал | a11 | |||||||||||||
| Центрирование по наружному диаметру D | ||||||||||||||
| D | Втулка | H8 | H7 | H7 | ||||||||||
| Вал | e8 | f7 | g6 | h7 | js6 | n6 | ||||||||
| b | Втулка | F8 | D9 F8 | F8 | D9 | D9 F8 | F8 | D9 F8 | D9 F8 | D9 F8 | ||||
| Вал | e8 | e8 d9 h9 | f7 f8 h8 | f7 h8 h9 | f7 h9 | h8 | f7 | h8 js7 | h8 js7 | |||||
| d | Втулка | H11 | ||||||||||||
| Вал | Диаметр не менее d1 | |||||||||||||
| Центрирование по боковым сторонам зубьев b | ||||||||||||||
| b | Втулка | D9 | F8 | F10 | D9 | F8 | F10 | D9 | F8 | D9 | F10 | |||
| Вал | e8 | f8 | d9 h9 | f8 d9 | h9 | e9 | js7 | k7 | ||||||
| D | Втулка | H12 | ||||||||||||
| Вал | a11 | |||||||||||||
| d | Втулка | H11 | ||||||||||||
| Вал | Диаметр не менее d1(таблица 1.6) | |||||||||||||

