 2020-06-08
2020-06-08 418
418Практическое занятие №3: Разработка схемы классификации дефектов сварных соединений и швов при сварке плавлением
Цель занятия: составить классификации дефектов сварных соединений по расположению, по форме, по размерам, по количеству.
Теоретические сведения
К дефектам сварных соединений относятся различные отклонения от установленных норм и технических требований, которые уменьшают прочность и эксплуатационную надежность сварных соединений и могут привести к разрушению всей конструкции.
Наиболее часто встречающиеся дефекты можно разделить на следующие основные группы: дефекты формы и размеров сварных; швов; дефекты макро- и микроструктуры; деформации и коробление; сварных конструкций.
Дефекты сварных швов и соединений, выполненных сваркой плавлением, возникают из-за нарушения требований нормативных документов к подготовке, сборке и сварке соединяемых узлов, механической и термической обработке сварных швов и самой конструкции, к сварочным материалам.
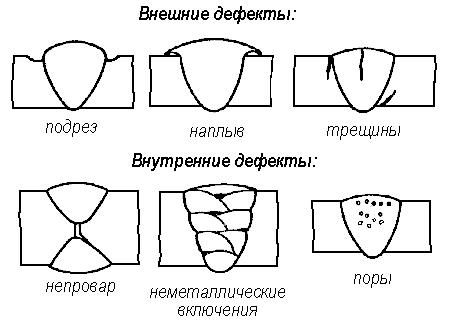
Дефекты сварных соединений могут классифицироваться по различным признакам: форме, размеру, размещению в сварном шве, причинам образования, степени опасности и т. д. Наиболее известной является классификация дефектов, рекомендованная межгосударственным стандартом ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначения и определения». Согласно этому стандарту дефекты сварных соединений подразделяются на шесть групп:
|
|
|
- трещины;
- полости, поры, свищи, усадочные раковины, кратеры;
- твердые включения;
- несплавления и непровары;
- нарушения формы шва – подрезы, усадочные канавки, превышения выпуклости, превышения проплава, наплавы, смещения, натеки, прожоги и др.;
- прочие дефекты.
Каждому типу дефекта соответствует цифровое обозначение, а также возможно буквенное обозначение, рекомендованное международным институтом сварки (МИС).


Практические занятия №4 № 5: Способы устранения дефектов
Сварных швов.
Цель занятий: научиться определять причины возникновения дефектов при сварке и способы их устранения.
Теоретические сведения
Все дефекты сварного шва подлежат обязательному устранению, а если это невозможно, сварное изделие бракуется. В конструкциях из стали допускается устранение дефектов плазменно-дуговой или воздушно-дуговой строжкой с последующей обработкой поверхности абразивами. Можно устранять наружные дефекты шлифовкой. Если производится заварка выборок в швах, подлежащих обязательной термической обработке (из легированных и хромистых сталей), то приступать к исправлению дефектов следует только после отпуска сварного соединения (при 450—650°С).
|
|
|
При удалении дефектных мест целесообразно соблюдать определенные условия. Длина удаляемого участка должна быть равна длине дефектного места плюс 10— 20 мм с каждой стороны, а ширина разделки выборки должна быть такой, чтобы ширина шва после заварки не превышала его двойной ширины до заварки. Форма и размеры подготовленных под заварку выборок должны обеспечивать возможность надежного провара в любом месте. Поверхность каждой выборки должна иметь плавные очертания без резких выступов, острых углублений и заусенцев. При заварке дефектного участка должно быть обеспечено перекрытие прилегающих участков основного металла. После заварки участок необходимо зачистить до полного удаления раковин и рыхлости в кратере, выполнить на нем плавные переходы к основному металлу.
Исправленные швы сварных соединений должны быть повторно проконтролированы в соответствии с требованиями, предъявляемыми к качеству изделия. Если при этом вновь будут обнаружены дефекты, то производят их повторное исправление с соблюдением необходимых требований. Число исправлений одного и того же дефектного участка, как правило, не превышает тр 








