 2014-02-24
2014-02-24 2006
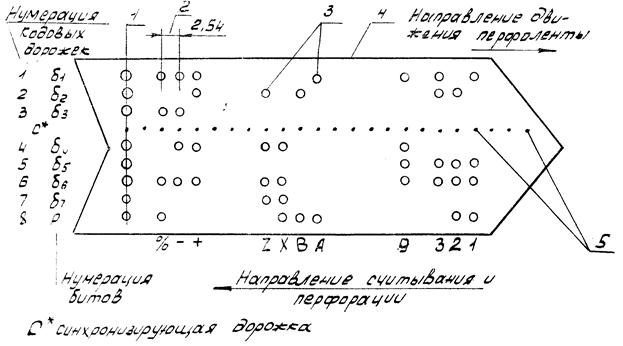
2006Рис. 2.11. Элементы кодового набора на перфоленте
Рис. 12.9. Траектория инструмента
Вычисление опорных точек эквидистанты сводится к трем типовым случаям сопряжения дугой окружности радиусом RИ участков эквидистанты к парам несопряженных геометрических элементов контура типа: «прямая — прямая», «прямая — окружность» и «окружность — окружность».
Метод соединения элементов эквидистанты выбирают в зависимости от угла а, образованного соседними элементами контура, если смотреть со стороны расположения инструмента при обходе этого контура. Этот угол для пары отрезков измеряют непосредственно между ними (рис. 12.9, в). Если элементом контура является дуга окружности, то угол  измеряют относительно касательной к этой дуге в общей точке рассматриваемой пары элементов контура детали (рис. 12.9, б).
измеряют относительно касательной к этой дуге в общей точке рассматриваемой пары элементов контура детали (рис. 12.9, б).
При <180° общей точкой элементов эквидистанты является точка пересечения этих элементов.
Точка  получена пересечением эквидистант
получена пересечением эквидистант  —и
—и  —к прямым 7—6 и 6—5 (рис. 12.9, в). При >180° элементы эквидистанты соединяются сопрягающими дугами окружностей радиуса RИ, центры которых находятся в общих точках элементов контура. При профилировании точки 6 траекторией инструмента будет дуга
—к прямым 7—6 и 6—5 (рис. 12.9, в). При >180° элементы эквидистанты соединяются сопрягающими дугами окружностей радиуса RИ, центры которых находятся в общих точках элементов контура. При профилировании точки 6 траекторией инструмента будет дуга  или ломаная
или ломаная  . Границы обрабатываемости определяются условием Rдет<Rинструмента.
. Границы обрабатываемости определяются условием Rдет<Rинструмента.
Траектория перемещения инструмента состоит из участков подвода, врезания, прохода вдоль обрабатываемого контура и отвода от обработанной поверхности. Участок врезания при чистовой обработке должен быть построен таким образом, чтобы сила резания на нем нарастала и плавно приближалась по величине и направлению к силе, действующей на рабочем участке обрабатываемого профиля. Это обеспечивается вводом инструмента в зону резания по касательной к обрабатываемому профилю. При черновой обработке врезание производят обычно по нормали к контуру. Аналогично строят участки выхода фрезы из зоны резания.
Траектория перемещения инструмента при обходе контура может иметь участки с резким изменением направления движения, что вызывает искажение контура вследствие упругих деформаций инструмента в процессе резания и динамических погрешностей приводов подач станка. Искажение контура можно исключить или уменьшить путем снижения скорости подачи, уменьшения припуска на обработку или предискажением траектории инструмента. Для случая, приведенного на рис. 12.9, в, эквидистантой является линия  , а более технологичной траекторией — линия
, а более технологичной траекторией — линия  . При обработке контура 7—8—1 траектория
. При обработке контура 7—8—1 траектория  обеспечивает врезание по касательной.
обеспечивает врезание по касательной.
При обработке на токарных станках радиус инструмента принимается равным радиусу закругления вершины резца (см. рис. 12.5).
12.3. КОДИРОВАНИЕ И ЗАПИСЬ УПРАВЛЯЮЩИХ ПРОГРАММ
Технологический процесс обработки на станке с ЧПУ, детализированный до элементарных перемещений и технологических команд, служит исходной информацией для кодирования и записи УП.
КОДИРОВАНИЕ ИНФОРМАЦИИ. ПРОГРАММОНОСИТЕЛИ И КОДЫ.
В качестве носителя управляющей информации может применяться восьмидорожечная перфолента, магнитная лента, магнитные диски и др. Наличие сигнала на программоносителе записывается пробивкой отверстия, магнитным «штрихом» или состоянием ячейки памяти и соответствует одной единице кодовой комбинации. Пропуск записи соответствует нулю кодовой комбинации или отсутствию сигнала.
Перфолента имеет низкую стоимость, не требует особых условий хранения, но имеет недостаточную прочность, низкую плотность записи, возможно появление ложной информации при попадании масла на белую перфоленту и другие недостатки. Для представления информации на перфоленте используется двоичный семиэлементный код по ГОСТ 13052—74 (КОИ-7), подмножество которого, соответствующее коду ISO-7 бит приведено в П4. Основу кода составляет двоичная система счисления, четыре разряда которой используют для кодирования каждого разряда десятичных чисел, т. е. для числовой информации применена двоично-кодированная десятичная система счисления. Для кодирования знаков и заглавных букв латинского алфавита, а также для кодирования признаков всех составляющих частей кода использованы семь двоичных разрядов (7 бит). Для проверки правильности информации каждая строка ленты (кодовая комбинация) контролируется по модулю два, т. е. на четность (по паритету) числа единиц (пробивок на ленте). На восьмой дорожке ставится единица в случае нечетного числа единиц в 1... 7 дорожках. Таким образом, в случае правильного заполнения в каждой строке ленты должно быть четное число единиц (пробивок). В результате система ЧПУ при вводе каждой строки контролирует четность числа пробивок и в случае нечетного числа формирует сигнал останова ввода и процесса управления. Естественно, что использование только четных комбинаций из всех 256 возможных (28 = 256) сокращает их число до 128. Однако, этого количества комбинаций вполне достаточно для кодирования УП.
На рис. 12.11 показаны элементы кодового набора на перфоленте: строка 1, шаг перфорации 2, кодовые отверстия 3, базовая кромка 4, транспортные отверстия 5. Транспортные отверстия предназначены для продвижения ленты и синхронизации считывания записанной на ней информации, ориентации ленты. Технические характеристики перфолент регламентированы ГОСТ 1391—70, а форма, размеры и расположение транспортных и кодовых отверстий — ГОСТ 10860—68.
Наряду с кодом ISO-7 бит иногда применяется код EIA 244.
Структура УП, ее формат и методы кодирования управляющей информации определяет ГОСТ 20999-83.








