 2014-02-09
2014-02-09 3596
35961. Для плоских неотбортованных днищ технологический процесс изготовления полностью совпадает с технологическим процессом изготовления заготовок соответствующей формы. Например, плоские неотбортованные днища круглой формы изготавливаются в соответствии со следующим технологическим процессом: 1) расконсервация; 2) правка; 1-я и 2-я операции выполняются при необходимости; 3) разметка; 4) резка заготовки толщиной менее 25–30 мм на дисковых ножницах, а толщиной более 30 мм тепловыми способами; 5) кромкострогательная или токарная операция наружных и торцевых поверхностей на токарно-карусельном станке.
2. Для плоских отбортованных днищ технологические операции 1, 2,3, 4 выполняют по описанному выше процессу, затем следует операция отбортовки плоских днищ, которую выполняют на прессах горячей штамповкой заготовок. Заключительной операцией является токарная обработка чаще всего торцовой поверхности отбортовки аналогично операции 5, описанной выше для плоских неотбортованных днищ.
3. Для конических неотбортованных днищ технологический процесс соответствует технологическому процессу изготовления конических обечаек, т.е. включает следующие операции: 1) расконсервация; 2) правка; 3) расчет размеров плоской заготовки (развертки конического днища); 4) резка заготовки пламенная или дисковыми ножницами; 5) гибка конических днищ (при гибке на трехвалковых симметричных вальцах перед вальцовкой следует операция подгибки кромок); 6) сварка продольного стыка; 7) контроль качества сварного шва и устранение дефектов; 8) термообработка; 9) калибровка; 10) подрезка кромок на токарно-карусельном станке.
4. Для конических отбортованных днищ операции 1–9 те же, что и в предыдущих технологических процессах, затем следует операция отбортовки (рис. 26.2). Эту операцию выполняют на специальных отбортовочных машинах с нагревом поверхности отбортовки, а иногда и всей заготовки. Нагрев места отбортовки исключает образование трещин, гофров и наклепа, а также уменьшает мощность для отбортовки.
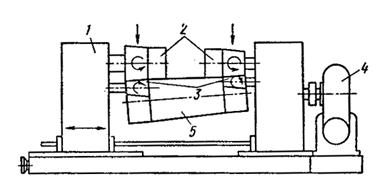
Рисунок 26.2 – Машина для отбортовки:
1 – подвижная стойка; 2 и 3 – формующие ролики, верхние и нижние;
4 – привод роликов нижних; 5 – коническая деталь
В качестве инструмента для отбортовки используют сменные ролики 2, 3. Перед началом отбортовки сварные швы на поверхности зачищают до уровня основного металла.
После отбортовки следует токарно-карусельная обработка торцовых поверхностей конических отбортованных днищ.
Заключительной обработкой днищ (обечаек) является разметка сверление и обработка отверстий согласно типовому технологическому процессу изготовления обечаек.
5. Изготовление эллиптических и полушаровых днищ выполняют по техническим условиям на изготовление и поставку днищ, которые изложены в стандартах на днища ОСТ 26-291-94 и заводских нормалях.
Точность геометрических параметров днищ определяет эксплуатационные показатели аппаратов, их напряженное состояние, прочность, надежность и долговечность, а также допускаемые отклонения от формы и величины размеров в процессе изготовления.
Эллиптические днища можно изготовить штамповкой на прессах, методом обкатки роликами, электрогидравлической и электромагнитной штамповкой, ручным выдавливанием на станках, выколоткой и др.
Наибольшее распространение в промышленности нашли два первых способа изготовления днищ.
Любой технологический процесс изготовления днища состоит из трех групп операций.

