 2014-02-09
2014-02-09 1162
11621. Тарелка предназначена для проведения массообменных процессов.
2. Рабочая среда – агрессивная жидкость. Давление – до 1,6 МПа. Температура – от –40 до +250 °С.
3. Диаметр тарелки 1000–3000 мм. Диаметр колпачков – 100 мм.
4. Детали тарелки выполнять из коррозионностойкой стали.
5. Соединение колпачков с патрубками – болтовое. Сварные соединения выполнять аргонодуговой сваркой (неплавящимся электродом).
6. Проверить горизонтальность тарелки с помощью уровня.
Таблица 30.3 – Технологический процесс сборки тарелки колпачковой
| № перехода | Содержание переходов | Приспособление (код, наименование) | Инструмент (код, наименование) |
| І Сборка секций с укосами | |||
| Установить укос совместно с секцией в приспособлении | Приспособление для сборки, электромашина С-475, тросы | Абразивный круг, щетка металлическая, электродо-держатель | |
| Зачистить места соединений под сварку, сварить укос с секцией ручной электродуговой сваркой | |||
| Зачистить сварные швы, снять секцию с приспособления | |||
| ІІ Сборка патрубков | |||
| Установить секцию на сборочном приспособлении, вставить в отверстия патрубки, запрессовать патрубки в отверстия | Приспособление для запрессовки патрубков и для клепки винтов | Молоток слесарный, обжимки | |
| Снять секцию с приспособления, вставить в отверстие патрубка специальный винт, расклепать головку винта в патрубке с применением приспособления | |||
| ІІІ Установка колпачков | |||
| Навернуть на специальный винт патрубка гайку, установить колпачки типа ТСК_Р, надеть на специальный винт шайбу, навернуть на специальный винт гайку, затянуть ключом. | Гайковерт. Ключи гаечные | ||
| IV Общая сборка | |||
| Подобрать комплект секций, балок, струбцин и крепежных деталей для одной тарелки. Скрепить секции между собой крепежными деталями, скрепить крепежными деталями секции с балками, скрепить секции с опорными рамами с помощью струбцин | струбцины | Гайковерт. Ключи гаечные | |
| V Контрольная | |||
| Проверить правильность сборки и габаритные размеры. | Рулетка металлическая l = 10 м, штангенциркуль 0-125 |
Типы и параметры, конструкции и размеры ситчатых тарелок колонных аппаратов выбирают согласно ОСТ 26-805-73. По этому стандарту выбирают тарелки ситчатые однопоточные и двухпоточные колонных аппаратов диаметром от 400 до 3600 мм, применяемых в химической, нефтехимической, пищевой и других смежных отраслях промышленности.
Тарелки ситчатые изготавливают из углеродистых и легированных сталей, цветных и других металлов.
Опорные стойки для тарелок ситчатых (ТС) из углеродистых сталей, допускается выполнять из стали прокатной угловой равнобокой № 2 по ГОСТ 8509-72. Допускается неплоскость верхних торцов стоек не более 2 мм.
Опора тарелки и балок под секции в тарелках ситчатых должны лежать в одной плоскости. Возможно отклонение плоскости балок от плоскости опоры не более 1 мм.
Для тарелок из легированных сталей крепежные детали изготавливать из стали марки 08Х13 по ГОСТ 5632-72.
Допускаемое отклонение количества отверстий в секциях тарелки – не более 5 % от заданного количества отверстий.
Выбор типов и конструктивных элементов швов сварных соединений производит завод-изготовитель в соответствии с действующей нормативно-технической документацией.
Ниже приведен типовой технологический процесс сборки ситчатой тарелки (табл. 30.4).
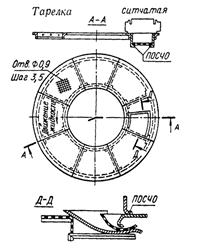
Рисунок 30.5 – Тарелка ситчатая








