 2014-02-09
2014-02-09 3650
3650Конструкция машины 2БПШ-30 существенно отличается от устройства проволокошвейной машины БПШ-4, однако принцип шитья − образование скобы, прокалывание продукции и загибка ножек скобы − остается неизменным.
На рис. 77 и 78, имеющих единую сквозную нумерацию, показаны кинематические схемы швейного аппарата (рис. 77) и механизма подачи проволоки (рис. 78) машины 2БПШ-30.
От электродвигателя 1 через двухступенчатую клиноременную передачу и промежуточный шкив 2 вращение передается приводному шкиву 3. При помощи муфты включения 5 приводной шкив 3 может соединяться с шарнирным валом 6, связывающим шкив 3 со швейным аппаратом. Шарнирный вал 6 дает возможность перемещать швейный аппарат винтом 8 в вертикальном направлении при изменении толщины сшиваемой продукции.
Управление муфтой включения осуществляется педалью, соединенной с включателем и электромагнитом 31. Когда электромагнит 31 включен, рычаг 33 находится в нижнем положении, а поворотная шпонка 32 входит в зацепление с храповым колесом 4, жестко связанным с приводным шкивом 3. При выключении электромагнита 31 рычаг 33 под действием пружины приподнимается и выключает поворотную шпонку 32, удерживая ее затем в неподвижном положении.
Для работы швейного аппарата применен кривошипно-коромысло-шатунный механизм, обеспечивающий выстой в нижнем положении скобоформирующей планки 13 для прижима и удерживания сшиваемой продукции во время прокалывания и загибки скобы. При вращении конической шестерни 7 с кривошипом 29 ось движущегося рычага 26, шарнирно связанного с рычагом 25, приводит в движение рычаг 11 и движется по шатунной кривой, имеющей в нижнем положении дугу большого радиуса.
Плечо 30 рычага 11, движущее скобоформирующую планку 12, равно радиусу дуги и тем самым обеспечивает неподвижность
планки 12 в нижнем положении. При этом скобопроталкивающая планка 10 при помощи второго плеча рычага 11 и рычага 9 получает непрерывное возвратно-поступательное движение в течение кинематического цикла.
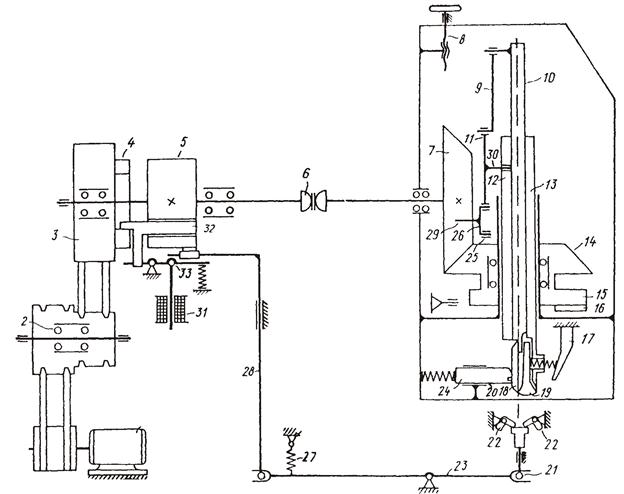
Рис. 77. Кинематическая схема швейного аппарата машины 2БПШ-30
Проволокодержатель 18 удерживает проволочную заготовку и подает ее в зону шитья. Он же служит для формирования скобы. Движение проволокодержателя из зоны подачи проволоки в зону шитья происходит под действием скобопроталкивающей планки 10 и пружинного толкателя 24.
Скобоподдерживатель 19 обеспечивает опору спинки скобы и предупреждает изгиб ножек внутрь во время прокола. Его работа также происходит от скобопроталкивателя 10, пружины 17 и профильной горки 16.
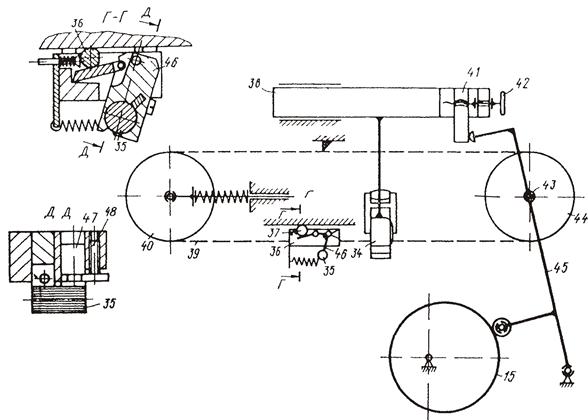
Рис. 78. Кинематическая схема механизма подачи проволоки машины 2БШП-30
Для загибки ножек скобы применяется механизм, состоящий из вертикального толкателя 24, коромысла 23, ползуна 21, поворотных сухарей 22. Находящаяся на муфте 5 горка 16, преодолевая сопротивление пружины 27, приводит в движение всю систему. Сухари 22 поворачиваются и загибают ножки скобы, которая удерживается в этот момент скобопроталкивателем 10.
Вторая коническая шестерня 14 имеет в нижней части эксцентричный диск 15, управляющий механизмом подачи проволоки.
Подача проволоки производится кареткой 36 (рис. 78), движущейся возвратно-поступательно при качании рычага 45 от эксцентричного диска 15.
При вращении эксцентрика 15 рычаг 45 качается вместе с прикрепленным к нему роликом 44. Цепь 39 охватывает подпружиненный ролик 40 и ролик 44. Один конец цепи закреплен на неподвижной опоре, а другой приводит в движение каретку подачи проволоки 36. При этом перемещение ролика 44 вызывает удвоенное по величине перемещение каретки 36.
Захват проволоки при движении каретки 36 в рабочем направлении происходит в результате ее заклинивания между рифленым роликом 35, сидящим на рычаге 46, и опорной поверхностью 47. Положение опорной поверхности 47 может регулироваться винтом 48 в зависимости от толщины проволоки. Во время холостого хода рифленый ролик 35 отводится от проволоки под действием обгонного ролика 37. Изменение длины заготовки осуществляется автоматически поворотом кулака 38 при установке швейного аппарата на толщину сшиваемой продукции, а точная регулировка длины заготовки производится винтом 42, который передвигает упор 41, ограничивающий амплитуду качания рычага 45.
Механизм отрезки проволочной заготовки работает от кулака, расположенного на торцовой поверхности эксцентрика 15, и состоит из подвижного ножа и неподвижной втулки, сквозь которую проходит проволока. Ползун, перемещающий нож, движется от кулака роликом, закрепленным на эксцентричной оси, что позволяет регулировать верхнее положение ножа.
Механизм отрезки, как и механизм подачи, жестко связан с кулаком 38. Тем самым при перемещении швейного аппарата вниз или вверх в зависимости от толщины продукции автоматически настраиваются и подача, и место резки проволоки, обеспечивая симметричность скобы.

