 2014-02-09
2014-02-09 946
946При этой обработке металл заготовки деформируется во всем объеме, причем течение его ограничивается полостью штампа. При этом форма
получаемого изделия соответствует форме штампа. Естественно, что по сравнению со свободной ковкой процесс значительно более производителен, но требует изготовления специальной оснастки штампов (рис.4.6).
Поэтому в основном применяется в серийном и массовом производстве.
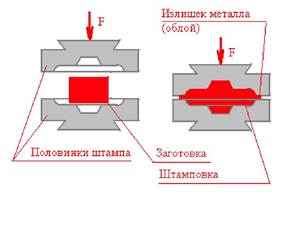
Рис.4.6
Деформация всего обьема заготовки требует, несмотря на ее нагрев, значительных усилий, действующих на штамп, поэтому габариты (масса) заготовок обычно ограничена (менее 250кг).
Материал при высоких степенях пластической деформации также как и при ковке уплотняется, измельчается зерно, что приводит к улучшению механических свойств изделия. Поэтому процесс применяется при производстве заготовок весьма ответственных изделий: валов, зубчатых колес, турбинных лопаток и т.д.
Точность получаемых заготовок также значительно выше, чем при ковке и достигает 12 квалитета.
Шероховатость же поверхности, из-за наличия окалины на поверхности нагретой заготовки высока (100 - 500мкм).
Обьемная штамповка иногда проводится в холодном состоянии и в этом случае точность и шероховатость могут быть значительно улучшены. Однако трудно обеспечить большую степень пластической деформации заготовки и инструмент (штамп) быстро изнашивается.








