 2014-02-09
2014-02-09 3127
3127Усадка стружки. При резании каждый элемент стружки сдавливается под действием силы, прилагаемой со стороны передней поверхности резца, в результате чего длина стружки всегда меньше длины участка поверхности, с которого она срезана (рис. 8). Это явление
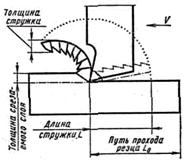
Рис. 8. Схема усадки стружка
укорочения стружки по длине называется продольной усадкой. Величина усадки характеризуется отношением длины обработанной поверхности L0 к длине стружки L и называется коэффициентом усадки  .
.
В зависимости от условий обработки К= 1,1—10. Величина К характеризует напряженность процесса резания. Чем больше К, тем больше деформирована стружка, тем больше сопротивление оказывал металл скалыванию. По коэффициенту усадки можно судить о напряженности процесса резания, делать необходимые выводы и принимать практические меры для облегчения процесса резания.
Нарост. При резании пластичных материалов у лезвия инструмента перед его передней поверхностью образуется нарост 2 (рис. 9). Он имеет
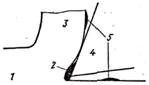
Рис. 9. Схема образования нароста:
1 — заготовка, 2 — нарост, 3 — стружка, 4— резец, 5 —частицы нароста на стружке и заготовке.
клиновидную форму и представляет собой часть обрабатываемого металла, прилипшего или приваренного к резцу. Причиной возникновения нароста являются трение и притормаживание поверхностного слоя сходящей стружки о переднюю поверхность резца. Нарост обладает вьрсокой твердостью вследствие подкаливания и наклепа. Форма и размеры его непостоянны. В сотые доли секунды нарост возникает, увеличивает свою высоту до предела, а затем частично или полностью разрушается. Одна часть разрушенного нароста 5 уносится стружкой 3, а вторая — поверхностью резания 1 (см. рис. 9). После разрушения нарост вновь возрастает, затем вновь разрушается и т. д. Отрывающиеся частички образуют лунки на обрабатываемой поверхности, а прилипшие кусочки создают шероховатость (рис. 10). При наростообразовании невозможно получение поверхности высокого качества (не выше параметра шероховатости Rz20— 10). При черновой обработке нарост, воспринимая на себя нагрузку, предохраняет переднюю поверхность резца инструмента от перегрева и износа. Поэтому при черновой обработке образование нароста не вредно, а даже полезно.
На размер нароста влияют механические свойства металла, скорость резания,

Рис. 10. Схема разрушения нароста
подача, передний угол инструмента и род СОЖ. Такие металлы, как медь, латунь, бронза, олово, свинец, большинство типовых сплавов, легированные стали с большим содержанием хрома и никеля не склонны к наростообразованию; конструкционные углеродистые и большинство легированных сталей, серый чугун, алюминий склонны к наростообразованию.
Предотвращение наростообразования достигается следующими путями: подбором и работой на определенных скоростях резания. Наиболее интенсивно нарост образуется при скоростях v ==7—80 м/мин. При больших скоростях резания (v>80 м/мин) нарост не успевает привариться к резцу, так как уносится быстро сходящей стружкой. Чистовую обработку многолезвийными инструментами из быстрорежущей стали и фасонными резцами ведут на низких скоростях резания, а твердосплавными резцами, фрезами, зенкерами — на высоких скоростях резания. При работе инструментом с отполированной передней поверхностью нарост практически не образуется. Наростообразование уменьшается при правильном подборе и применении СОЖ. При наладке станков для получения поверхности нужного параметра шероховатости наладчик всегда должен помнить и знать о влиянии нароста на качество обработки.
Упрочнение. При резании в результате пластической деформации срезаемого слоя и слоя основной массы металла обработанная поверхность всегда имеет более высокую твердость. Глубина упрочненного слоя достигает 1—2 мм. Степень повышения твердости к глубина слоя упрочнения зависят от механических свойств металла, угла резания, радиуса закругления режущей кромки инструмента, величины подачи, скорости резания и свойств применяемой СОЖ. Чем мягче и пластичнее металл, тем большему упрочнению он подвергается. Чугуны меньше поддаются упрочнению, чем стали. Чем больше угол резания, радиус закругления режущей кромки и толщина среза, тем степень упрочнения выше. Применение СРЖ уменьшает глубину упрочненного слоя и твердость. Упрочнение снимается отжигом и нормализацией.








