 2015-01-30
2015-01-30 3697
3697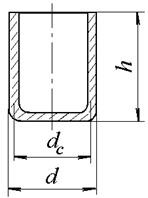 Пример. Выполнить технологические расчеты для вытяжки цилиндрической детали (рис. 3.6) наружным диаметром d =60мм и высотой h = 160 мм из стали 08 33 σв=33кг/мм2) толщиной S =1.5мм.
Пример. Выполнить технологические расчеты для вытяжки цилиндрической детали (рис. 3.6) наружным диаметром d =60мм и высотой h = 160 мм из стали 08 33 σв=33кг/мм2) толщиной S =1.5мм.
Расчетный диаметр по средней лини –
dc=d-S= 60-1,5=58,5 мм. Припуск на обрезку выбираем по таблице 7. Для отношения h/dc = 160/58,5 = 1,7 и высоты детали 150 мм (ближайшее меньшее к заданной высоте 160 мм), припуск равен Δ = 8 мм. Высота детали с припуском на обрубку hс = h + Δ = 160 + 8 = 168 мм.
Таблица 3.7
Припуск по высоте на обрезку цилиндрических деталей
| Высота детали h, мм | Припуск при относительной высоте детали h/dс | |||
| 0,5–0,8 | 0,9–1,6 | 1,7–2,5 | 2,6–4,0 | |
| 1,0 | 1,2 | 1,5 | 2,0 | |
| 1,2 | 1,6 | 2,0 | 2,5 | |
| 2,0 | 2,5 | 3,3 | 4,0 | |
| 100 19 | 3,0 | 3,8 | 5,0 | 6,0 |
| 150 20 | 4,0 | 5,0 | 6,5 | 8,0 |
| 200 21 | 5,0 | 6,3 | 8,0 | 10,0 |
| 250 22 | 6,0 | 7,5 | 9,0 | 11,0 |
| 300 23 | 7,0 | 8,5 | 10,0 | 12,0 |
Диаметр заготовки
 .
.
Коэффициенты вытяжки приведены в таблице 8. Относительная толщина заготовки
 .
.
Значение коэффициентов вытяжки: m 1 = 0,54; m 2 = 0,75; m 3 = 0,77; m 4 = 0,79.
Таблица 3.8
Коэффициенты вытяжки цилиндрических деталей без фланца
| Коэффициент вытяжки | Значение коэффициентов при относительной толщине заготовки S \ D) 100% | ||||
| 2,0–1,5 | 1,5–1,0 | 1,0–0,5 | 0,5–0,2 | 0,2–0,06 | |
| m 1 m 2 m 3 m 4 | 0,46–0,50 0,70–0,72 0,72–0,74 0,74–0,76 | 0,50–0,53 0,72–0,74 0,74–0,76 0,76–0,78 | 0,53–0,56 0,74–0,76 0,76–0,78 0,78–0,80 | 0,56–0,58 0,76–0,78 0,78–0,80 0,80–0,82 | 0,58–0,60 0,78–0,80 0,80–0,82 0,82–0,84 |
Диаметр заготовок по средней линии на переходах вытяжки:
d 1 = m 1 D = 0,54 · 206,7 = 111,6 мм.
d 2 = m 2 d 1 = 0,75 · 111,6 = 83,7 мм.
d 3 = m 3 d 3 = 0,77 · 83,7 = 64,4 мм.
d 4 = m 4 d 3 = 0,79 · 64,4 = 50,9 мм.
Диаметр заготовки на четвертом переходе вытяжки меньше заданного, а на третьем переходе больше заданного. Поэтому уточняем коэффициенты вытяжки на третьем переходе:
 .
.
Значение коэффициента вытяжки на третьем переходе меньше заданных в таблице 3.9 пределов, поэтому переход вытяжки получается перегруженным (максимальное напряжение в опасном сечении, превышающее истинные сопротивления разрыву  , где σв – временное сопротивление разрыву, δ – относительное удлинение при растяжении). Необходимо выровнять степень деформации по переходам и откорректировать коэффициенты вытяжки в сторону их увеличения до пределов, указанных в таблице 3.8.
, где σв – временное сопротивление разрыву, δ – относительное удлинение при растяжении). Необходимо выровнять степень деформации по переходам и откорректировать коэффициенты вытяжки в сторону их увеличения до пределов, указанных в таблице 3.8.
Новые значения коэффициентов вытяжки:
m 1 = 0,53; m 2 = 0,74; m 3 = 0,76.
Диаметры на переходах вытяжки:
d 1 = 0,53 · 206,7 = 109,6 мм.
d 2 = 0,74 · 109,6 = 81,1 мм.
d 3 = 0,76 · 81,1 = 61,6 мм.
Установленный коэффициент вытяжки на третьем переходе:
 .
.
Переход вытяжки остается перегруженным, поэтому принимает
m 3 = 0,76 и назначает четвертый переход с коэффициентом вытяжки
 .
.
Коэффициент вытяжки на четвертом переходе больше указанных в таблице 3.9 пределов. Переход вытяжки недогружен: , что допустимо.
Пооперационная высота вытягиваемых деталей (рис. 3.7):
 .
.
 .
.
 .
.

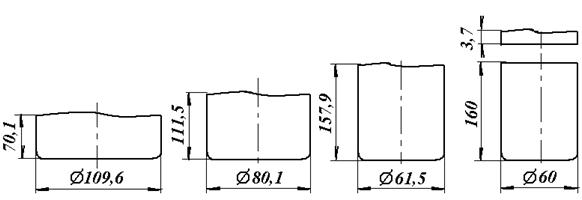
Рис. 3.7- Размеры заготовок, получаемые на переходах вытяжки деталей
Припуск на обрезку:
∆ = h4 – h = 163,7 – 160,0 =3,7мм.
Усилия вытяжки на переходах:
 ;
;
 ;
;
 ;
;
 ,
,
где k 1 и k 2 приведены в таблицах 3.9 и 3.10.
Таблица3.9
Коэффициенты для расчета усилия вытяжки k 1
| Относительная толщина заготовки (S/D) 100 | Значение k 1 при коэффициентах первой вытяжки m 1 | ||||||||
| 0,45 | 0,48 | 0,50 | 0,52 | 0,55 | 0,60 | 0,65 | 0,70 | 0,75 | |
| 5,0 2,0 1,2 0,8 0,5 0,2 0,1 | 0,95 1,10 – – – – – | 0,85 1,00 1,10 – – – – | 0,75 0,90 1,00 1,10 – – – | 0,65 0,80 0,90 1,00 1,10 – – | 0,60 0,75 0,80 0,90 1,00 1,10 – | 0,50 0,60 0,68 0,75 0,82 0,90 1,10 | 0,43 0,50 0,56 0,60 0,67 0,75 0,90 | 0,35 0,42 0,47 0,50 0,55 0,60 0,75 | 0,30 00,35 0,37 0,40 0,45 0,50 0,60 |
Таблица 3.10
Коэффициенты для расчета усилия вытяжки k 2
| Относительная толщина заготовки (S/D) 100 | Значение k 2 при коэффициентах второй вытяжки | ||||||||
| 0,70 | 0,72 | 0,75 | 0,78 | 0,80 | 0,82 | 0,85 | 0,88 | 0,90 | |
| 5,0 2,0 1,2 0,8 0,5 0,2 0,1 | 0,85 1,10 – – – – – | 0,70 1,90 1,10 – – – – | 0,60 0,75 0,90 1,00 1,10 – – | 0,50 0,60 0,75 0,82 0,90 1,00 1,10 | 0,42 0,52 0,62 0,70 0,76 0,85 1,00 | 0,32 0,42 0,52 0,57 0,63 0,70 0,82 | 0,28 0,32 0,42 0,46 0,50 0,56 0,65 | 0,20 0,25 0,30 0,35 0,40 0,44 0,55 | 0,15 0,20 0,25 0,27 0,30 0,33 0,40 |
Список литературы
1. Схиртладзе А.Г. Технологическая оснастка/А.Г. Схиртладзе, В.А. Скрябин и [др.] [Текст]: учебное пособие – Старый Оскол. Изд-во «Тонкие наукоемкие технологии», 2011. – 288 с.
2. Гоцеридзе Р.М. Процессы формообразования и инструменты [Текст]:учебник/Р.М.Гоцеридзе-М.:Издательский центр«Академия», 2010. — 432 с.








