 2015-01-30
2015-01-30 1520
1520Термоформование - метод получения изделий или полуфабрикатов из листовых или пленочных материалов при повышенных температурах в ре-зультате высокоэластических деформаций.
К достоинствам термоформования относятся: возможность изго-товления крупногабаритных изделий; достаточно высокая произво-дительность и экономичность. Основной недостаток термоформования – наличие определенного температурного интервала стабильности размеров и формы изделий (ниже температуры стеклования), что обусловлено неравномерным характером реализуемых при термоформовании деформаций.
Разновидностями термоформования являются: вакуумформование и пневмоформрвание.
Вакуумформование производится под действием силы, возникающей из-за разности между атмосферными давлениями воздуха и разряжением, создаваемым внутри полости формы.
При вакуумоформовании наиболее четко оформляется поверхность, соприкасающаяся с формой. Поэтому при повышенных требованиях к внутренней поверхности изделия выбирают выпуклую форму - пуансон (позитивный метод), а при повышенных требованиях к внешней поверхности используют вогнутую форму- матрицу (негативный метод).
Для формовании изделия из толстых листов часто комбинируют создание вакуума с механическим формованием и использованием сжатого воздуха.
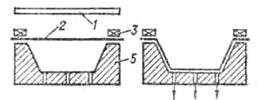
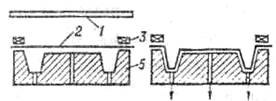
Схема вакуумоформования без предварительной и с предварительной вытяжкой представлены на рис.4 и 5.
а б
Рис.4. Схемы вакуумформования без предварительной вытяжки: а - в матрице (негативное); б - на пуансоне (позитивное); 1 - нагреватель; 2 - лист; 3 - прижимная рама; 4 - вакуумная камера; 5 – форма
а б в
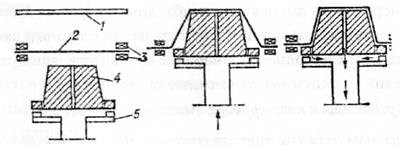
Рис.5. Схемы вакуумформования с предварительной вытяжкой пуансоном: а - нагревание; б - предварительная вытяжка листа; в - формование; 1 - нагреватель; 2 - лист;
3 - прижимная рама; 4 - пуансон; 5 - подвижный стол
Пневмоформование проводится под действием подогретого и сжатого воздуха, в результате чего лист оформляется в изделие. Для разогрева заготовок применяют теплорадиационные нагреватели (стационарные или подвижные).
Основными методами пневмоформования являются: негативное, позитивное и свободное.
При негативном формовании (рис.6) заготовку 5 закрепляют в зажимной раме 2 и нагревают. Затем под заготовкой устанавливают пневмокамеру 4, создают избыточное давление, под действием которого лист принимает форму изделия и проводят охлаждени. Негативное формование позволяет получать изделия, наружная поверхность которых воспроизводит форму, размер и рисунок внутренней поверхности матрицы.
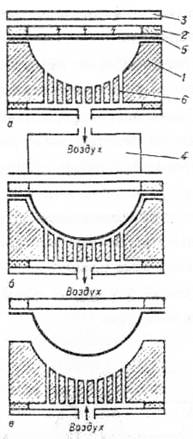 Рис. 6. Схема негативного формования; а - нагрев; б - формование (вытяжка); в - выталкивание; 1 - матрица; 2 - зажимная рама; 3 - нагреватель; 4 - пневмокамера; 5 - заготовка; 6 - каналы для воздуха Рис. 6. Схема негативного формования; а - нагрев; б - формование (вытяжка); в - выталкивание; 1 - матрица; 2 - зажимная рама; 3 - нагреватель; 4 - пневмокамера; 5 - заготовка; 6 - каналы для воздуха |
При позитивном формовании вместо матрицы в формовочную камеру устанавливают выпуклый оформляющий пуансон, форма, размер и рисунок воспроизводится на внутренней поверхности изделия.
При свободном формовании заготовка, предварительно нагретая и укрепленная над проймой (зажимной рамой, имеющей специальную прорезь), формуется не входя в контакт ни с оформляющим инструментом, ни с пневмокамерой. При достижении необходимой глубины вытяжки листа давление воздуха уменьшают и поддерживают постоянным до полного охлаждения изделия. Свободное формование применяют, как правело, для получения изделий с высокими оптическими свойствами.
Контрольные вопросы
1. В чем заключается суть процесса переработки полимерных материалов?
2.По каким организационно-технологическим приз-накам классифи-цируются процессы переработки?
3.Основные виды прессования.
4.Достоинства и недостатки компрессионного прессования.
5.Достоинства и недостатки литьевого прессования.
6.Принцип действия поршневой литьевой машины.
7.Принцип работы экструзионной машины.
8.На какие зоны можно разделить червяк по характеру процессов, протекающих в нем?
9.Достоинства и недостатки процесса термоформования.
10.Разновидности термоформования.
Лекция 2








