 2015-01-07
2015-01-07 1793
1793К наружным дефектам относятся нарушение формы, размеров и внешнего вида швов: неравномерная ширина шва по его длине, неравномерная высота шва, неравномерные катеты шва, подрезы, наплывы, прожоги, незаваренные кратеры, свищи.
Подрезы - дефекты сварного соединения, представляющие собой местные уменьшения толщины основного металла в виде канавок, располагающихся вдоль границ сварного шва. Подрезы относятся к наиболее часто встречающимся наружным дефектам, образующимся, как правило, при сварке угловых швов с излишне высоким напряжением дуги и в случае неточного видения электрода.
В стыковых швах подрезы образуются реже. Обычно при повышенном напряжении дуги и большой скорости сварки образуется двусторонние подрезы. Такие же подрезы образуются в случае увеличения угла разделки при автоматической сварке.
Односторонние подрезы могут быть вызваны смещением электрода с оси стыка и неправильным ведением электрода, особенно при сварке горизонтальных швов на вертикальной плоскости.
При сварке с принудительным формированием подрезы появляются тогда, когда нарушается охлаждение ползунов, повышается напряжение процесса, ползуны смещаются с оси стыка.
Подрезы выявляют внешним осмотром и если их глубина и протяженность превышает допустимые, то дефектный участок заваривают и зачищают.

Рисунок 22 – Подрез
Наплывы – дефекты сварного соединения, получающиеся, когда металл шва натекает на основной металл, но с ним не сплавляется.
Наплывымогут образовываться из-за недостаточного напряжения дуги, наличия на свариваемых кромках толстого слоя окалины, излишнего количества присадочного металла, не уменьшающегося в разделке или зазоре. При сварке с принудительным формированием, наплывы возникают при неплотном поджатии ползунов. В кольцевых поворотных стыковых швах появление наплывов вызывается неправильным расположением электрода относительно зенита.
Наплывы могут иметь небольшую длину или быть протяженными.
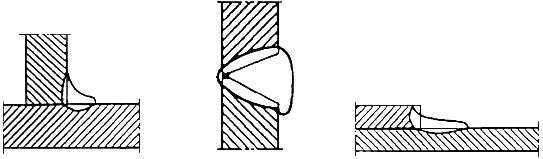
Рисунок 23 – Наплывы
Прожоги - дефекты сварки, заключающиеся в вытекании металла сварочной ванны через отверстие в шве с образованием в нем полости. Причиной возникновения прожога может служить большая сила сварочного тока, увеличение зазора между кромками, недостаточная толщина подкладной полосы или ее неплотное прилегание. При сварке поворотных кольцевых швов появлению прожогов способствует смещение электрода от зенита в сторону вращения изделия, что вызывает стекание жидкого металла из-за конца электрода и более активное прожигающее воздействие дуги. Дефектные места должны быть удалены и заварены заново.
Кратеры- дефекты сварных швов в виде углублений остающихся в местах обрыва дуги. Усадочные рыхлоты в кратерах часто служат очагом образования трещин. Поэтому дефектные места должны быть зачищены и заварены. В случае механизированных видов сварки применяют выводные планки, на которых заканчивают швы. Затем планки с концами швов и имеющимся кратерами удаляют. В электрических схемах автоматов предусматривают такие элементы, которые обеспечивают возможность заварки кратера.
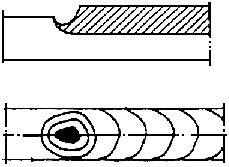
Рисунок 24 – Прожоги и кратеры
Свищи – дефекты в виде полостей в сварных швах, выходящих на их поверхность. Свищи, как правило, развиваются из канальных пор.

Рисунок 25 – Свищи
Непровары - это участки сварного соединения, где отсутствует сплавление между свариваемыми деталями, например, в корне шва, между основным и наплавленным металлом (по кромке) или между смежными слоями наплавленного металла.
Поверхности непроваров обычно покрыты тонкими окисными пленками и другими загрязнениями. Очень часто полости, образованные непроварами, заполняются шлаками. Окончания непроваров в металле шва или на границе сплавления, как правило, имеет очень малое раскрытие. Непровары уменьшают рабочее сечение сварного шва, что может привести к снижению работоспособности сварного соединения. Являясь концентраторами напряжений непровары могут вызвать появление трещин, уменьшить коррозионную стойкость сварного соединения, привести к коррозионному растрескиванию.
Непровары могут быть вызваны многими причинами: малым углом раскрытия кромок, малым зазором, большим притуплением при недостаточной силе тока; большой скоростью сварки; смещением электрода от оси шва, особенно при сварке двухсторонних швов; плохой очисткой шлака перед наложением последующих слоев; низкой квалификацией сварщика.
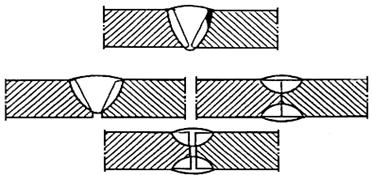
Рисунок 26 – Непровары
Трещины - дефекты сварных швов, представляющие собой макроскопические и микроскопические межкристаллические разрушения, образующие полости с очень малым начальным раскрытием. Под действием остаточных и рабочих напряжений трещины могут распространяться с высокими скоростями. Поэтому вызванные ими хрупкие разрушения происходят почти мгновенно и очень опасны.
В зависимости от температуры, при которой происходит их возникновение, различают горячие и холодные трещины.
Горячие трещины - представляют собой разрушения кристаллизующего металла, происходящие по жидким прослойкам под действием растягивающих напряжений. Эти напряжения появляются вследствие несвободной усадки металла шва и примыкающих к нему неравномерно нагретых участков основного металла. Горячие трещины могут возникнуть как в основном металле, так и в металле зоны термического влияния. Они могут быть продольными, поперечными, продольными с поперечными ответвлениями, могут выходить на поверхность и оставаться скрытыми. Вероятность образования горячих трещин зависит от химического состава металла шва, скорости нарастания и величины растягивающих напряжений, формы сварочной ванны и шва, размера первичных кристаллитов.
Холодные трещины - образуются чаще всего в зоне термического влияния, реже в металле шва и сварных соединений среднелегированных и высоколегированных сталей перлитного и мартенситного классов. Появление холодных трещин объясняется действием комплекса причин. Одна из них – влияние высоких внутренних напряжений, возникающих в связи с объемным эффектом, сопутствующим мартенситному превращению, происходящему в условиях снижения пластичности металла. Поэтому холодные трещины наблюдаются как при температурах распада остаточного аустенита (1200С и ниже), так и при комнатной температуре через несколько минут, часов, а иногда и через более длительное время после окончания сварки.
 а) б)
а) б)
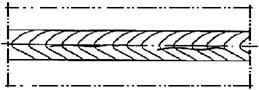
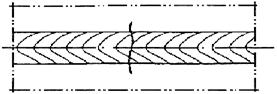
В) г)
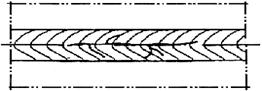
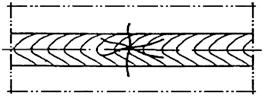
Рисунок 27 – а) продольные трещины сварного соединения; б) поперечная трещина сварного соединения; в) разветвленная трещина сварного соединения; г) радиальные трещины сварного соединения

