 2015-02-24
2015-02-24 761
761Производится чередованием плотного и неплотного контакта свариваемых поверхностей при включенном сварочном токе. Небольшие возвратно-поступательные движения подвижного зажима периодически замыкают сварочную цепь в месте контакта деталей до тех пор, пока торцы их не нагреются до температуры 800…900°С. Затем производится оплавление и осадка. Методом прерывистого оплавления свариваются низкоуглеродистые стали в тех случаях, когда мощность машины недостаточна для производства сварки с непрерывным оплавлением. Этот способ также связан с дополнительным расходом металла, поэтому иногда подогрев осуществляется методом сопротивления (включается ток при замкнутой сварочной цепи), а затем разводятся детали и переходят к оплавлению и осадке.
Сварка оплавлением допускает менее тщательную обработку свариваемых торцов, чем при сварке сопротивлением, так как часть металла из зоны сварки оплавляется. Детали под сварку могут нарезаться пресс-ножницами и даже кислородной резкой (с последующей очисткой от окалины и шлака). Допускаются большие отклонения размеров сечений торцов стыкуемых деталей (круглых – до 15%; прямоугольных – до 12%). [7]
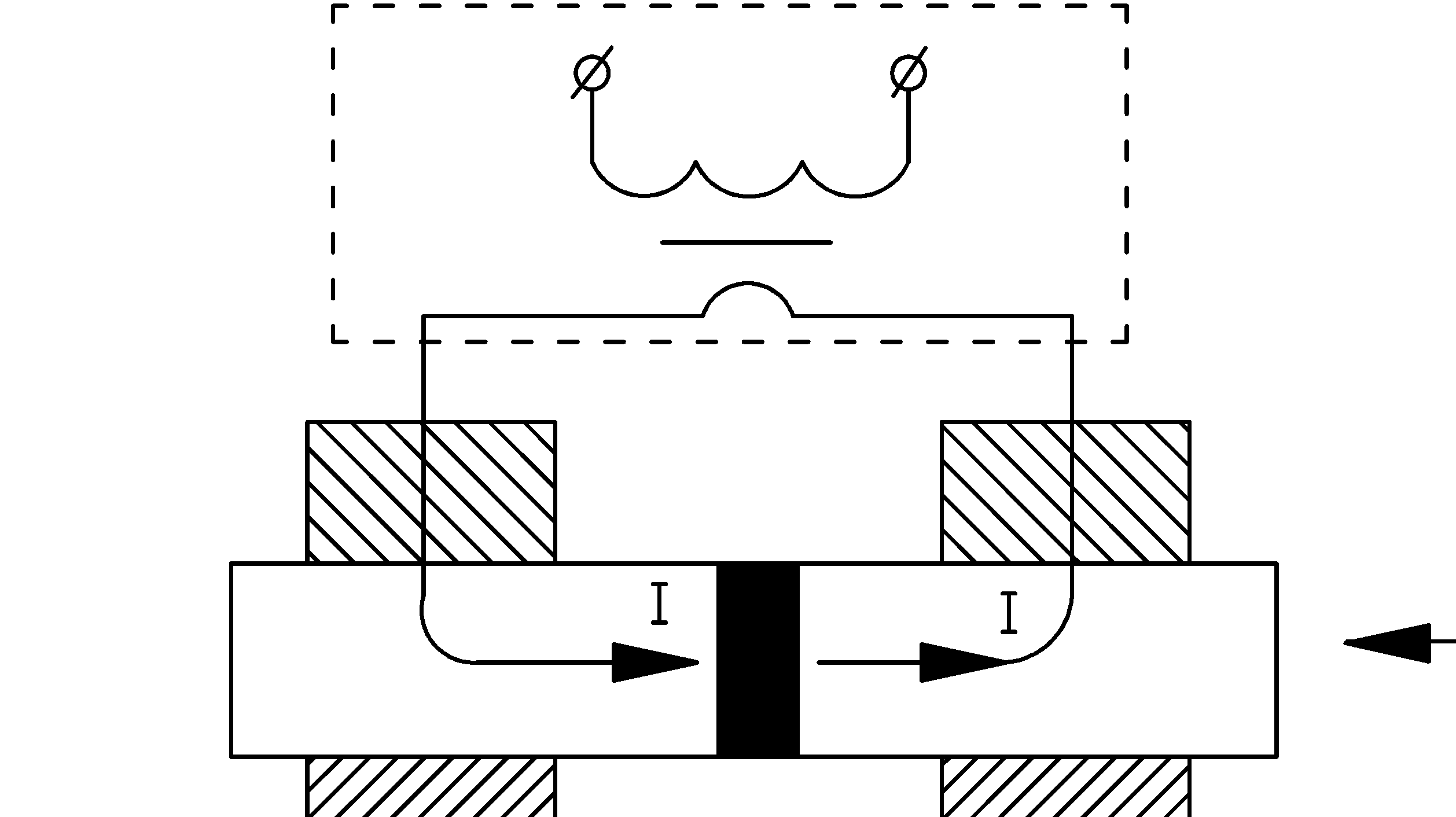
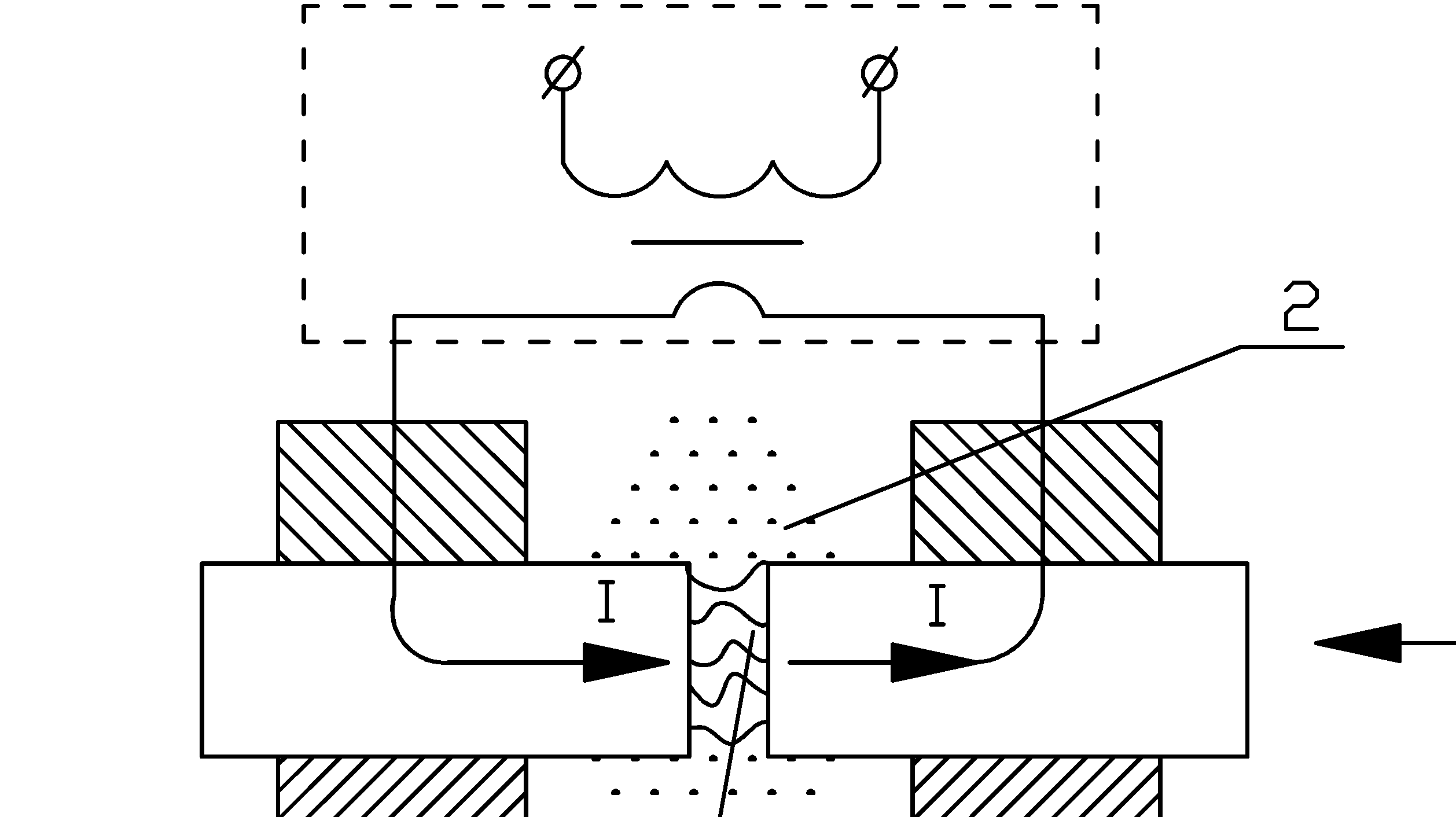
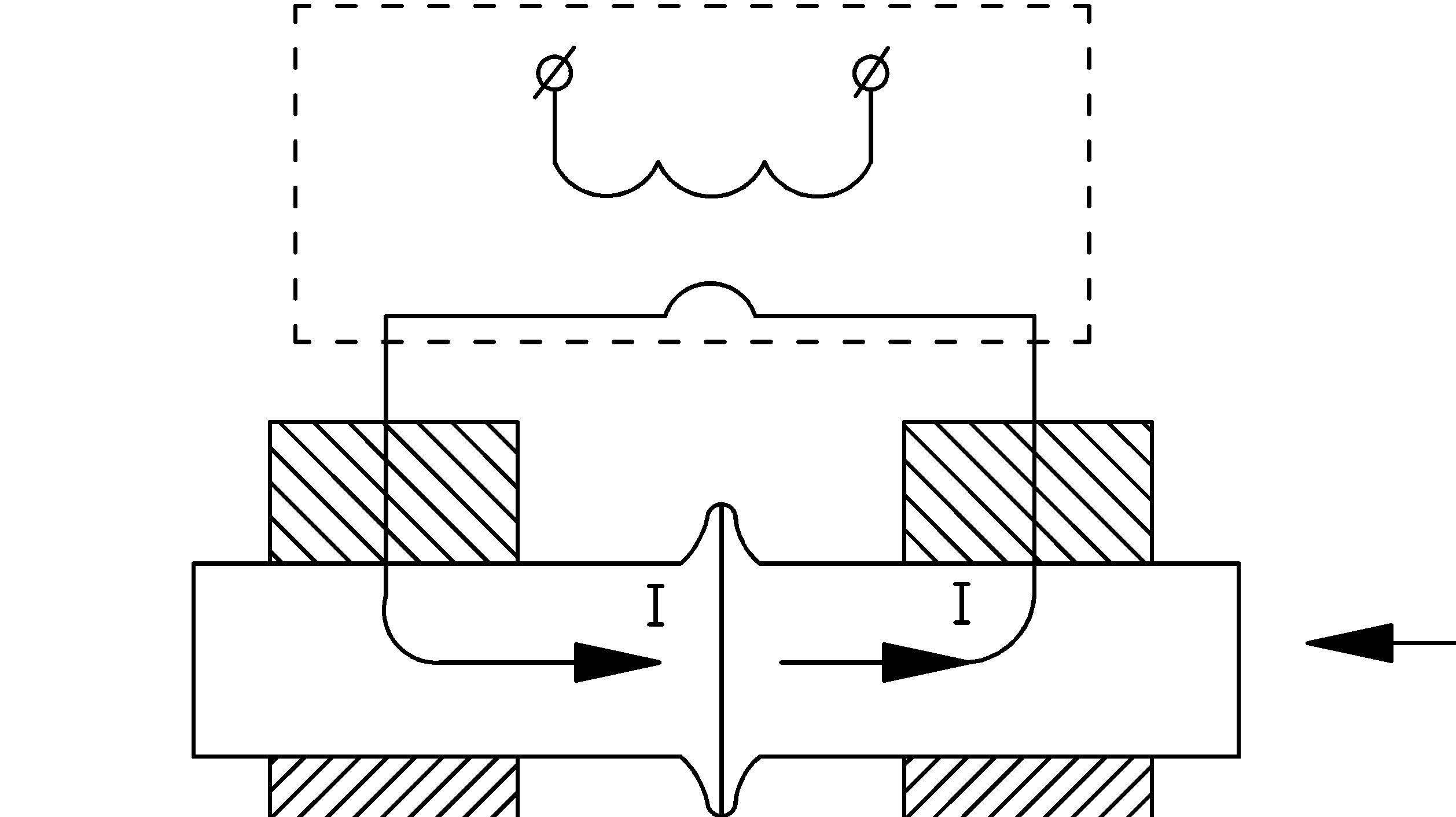
а) б) в)
Рисунок 5 - Схема контактной стыковой сварки прерывистым оплавлением
а) – подогрев; б) – оплавление; в) – осадка








