 2015-02-24
2015-02-24 3807
3807Наиболее распространенный способ стыковой сварки деталей разных сечений. Этим способом успешно сваривают различные стали и цветные металлы. Перед оплавлением применяют предварительный подогрев, что дает возможность уменьшить припуск на сварку, расширить зону нагрева деталей, уменьшить мощность сварочной машины. Для нагрева ток подается отдельными импульсами длительностью 0,2 — 0,5 с, чередующимися с паузами такой же длительности. Импульсы подогрева создаются кратковременным замыканием деталей при возвратно - поступательном движении подвижного стола машины.
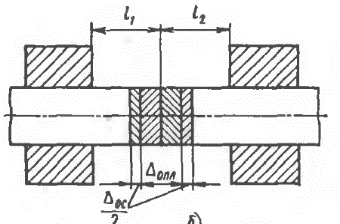
Рисунок 8 - Установочная длина при стыковой сварке оплавлением
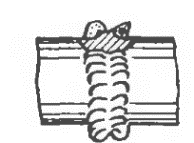
Рисунок 9 - Схема формирования стыкового соединения при стыковой оплавлением
Параметры режима стыковой сварки оплавлением: установочная длина l1, l2, припуски на оплавление Δопл и осадку Δос, скорости оплавления υопл и осадки υoc, токи оплавления Iопл и осадки Iог, а также усилие осадки Foc, длительность оплавления tопл и осадки toc, а также осадки под током t oc.т.
Скорость оплавления определяется величиной перемещения подвижной плиты стола S в единицу времени.
Подогрев задается температурой Тпол или длительностью tпод, длительностью пауз tпз и числом импульсов тока и пауз п. Иногда задают напряжение холостого хода Uх.х или программу его изменения. На рисунке 10 приведена циклограмма процесса стыковой сварки оплавлением с подогревом.
Установочная длина l и припуск на сварку Δсв зависят от размеров и формы сечения, способа сварки и свойств свариваемого металла. С увеличением сечения, теплопроводности и электропроводимости значение l также увеличивается. При сварке разнородных металлов l разная. [16]
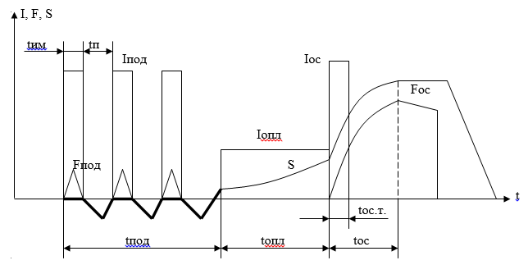
Рисунок 10 - Циклограмма процесса стыковой сварки оплавлением с подогревом
| Обозначение | Название | Рекомендации по определению | |
| lуст | Установочная длина |  (7.1) (7.1)  (7.2) (7.2) | |
| Δсв | Общий припуск на сварку |  (7.3) (7.3) | |
| Δопл | Припуск на оплавление |  Определяется по номограммам. (7.4) Определяется по номограммам. (7.4) | |
| Δос | Припуск на осадку | Определяется по номограммам.  (7.5) (7.5) | |
| vопл | Скорость оплавления | Зависит от плотности тока, степени подогрева и марки стали. | |
| Iопл | Ток оплавления |  (7.6) где j – плотность тока,а/мм2 S – площадь поперечного сечения Для деталей круглого сечения можно воспользоваться формулой: (7.6) где j – плотность тока,а/мм2 S – площадь поперечного сечения Для деталей круглого сечения можно воспользоваться формулой:  (7.7) где d – диаметр детали, см vопл - средняя скорость оплавления, см/с (7.7) где d – диаметр детали, см vопл - средняя скорость оплавления, см/с | |
| Обозначение | Название | Рекомендации по определению | |
| Iос | Ток осадки | Т.к. происходит возрастание тока в 2-5 раз во время осадки, то необходимо снижение тока за счет фазовой регулировки. | |
| Pос | Давление осадки | Определяется по таблицам в зависимости от площади деталей, ширины зоны разогрева и интенсивности окисления торцов при оплавлении. | |
| Tпод (для Ксоп) | Температура подогрева | Определяется по таблицам в зависимости от площади поперечного сечения и марки стали. |
Таблица 10 - Параметры режима контактной стыковой сварки оплавлением и способы их расчета
С увеличением l увеличиваются сопротивление сварочного контура и потребляемая мощность, расширяется зона нагрева и уменьшается жесткость свариваемых деталей. При малой l много теплоты отводится в зажимные губки и зона интенсивного нагрева сужается. Это затрудняет пластическую деформацию и требует увеличения усилия осадки.
Режим стыковой сварки оплавлением характеризуется следующими параметрами:
1.установочной длиной l, мм;
2.припуском на оплавление ΔОПЛ, мм;
3.припуском на осадку ΔОС, мм;
4.скоростью оплавления VОПЛ, мм/с;
5.скоростью осадки VОС, мм/с;
6.током оплавления IОПЛ и током осадки IОС;
7.длительностью осадки под током tОС. Т.
8.температурой подогрева перед сваркой Т°ПОД;
9.временем подогрева tПОД;
10.усилием осадки РОС, кг.
Расчет:
Расчеты режимов контактной сварки производим для калибра цепей 34х126.
1. Принимаем установочную длину  , что соответствует 34 мм.
, что соответствует 34 мм.
2. Припуски на оплавление
ΔСВАРКУ =ΔОПЛ+ΔОС (на оплавление + на осадку) выбирают по монограммам в зависимости от площади сечения заготовок. Принимаем припуск на сварку равный 14 мм.
Припуск на оплавление обычно составляет 0,7÷0,8 общего припуска на сварку.
Δопл = 0,7*14= 10 мм
3. Припуск на осадку
Припуск на осадку будет равен 4 мм.
Припуск на осадку под током составляет (0,3÷1,0)ΔОС.
Осадку под током принимаем 1,5 мм.
4. Скорость оплавления (или его длительность) зависят от плотности тока, степени подогрева детали и от марки стали.
Для легированных сталей средняя VОПЛ=2,5÷3,5мм/с.
5. Скорость осадки (VОС, мм/с) должна быть не ниже определённого предела, который растёт с увеличением склонности металла к окислению. Высокая скорость осадки особенно важна в первый момент (когда закрывается зазор между оплавленными торцами), затрудняет образование окислов и способствует их более полному удалению из стыка. После осадки на 30÷40% скорость осадки может быть уменьшена в 2÷3 раза. Принимаем начальную скорость осадки 80-100мм/с
6. Ток при оплавлении можно ориентировочно рассчитать для сварки крупных деталей по следующей зависимости:
 , кА
, кА
d – диаметр детали, см;
VОПЛ – средняя скорость оплавления, см/с.
Плотность тока к концу оплавления возрастает и для изделий сечением 250÷1000мм2 из сталей составляет 25÷30А/мм2, а при сварке крупных изделий 5А/мм2
Iопл = 22,700-27200 А
Отключение тока целесообразно производить во второй стадии осадки, но не слишком задерживаясь, так как при осадке происходит значительное уменьшение контактного сопротивления, что приводит к возрастанию тока в 3÷5 раз, то есть может возникнуть перегрев метала в зоне стыка, и к укрупнению размеров зерна.
Во время осадки силу тока уменьшают путём фазового регулирования.
7. При сварке деталей сечений S<1000мм2 подогрев выполняется кратковременными импульсами до Т=500÷700°С.
Время подогрева tПОД возрастает с увеличением площади сечения деталей от нескольких секунд при сварке деталей S=500÷1000мм2.
Длительность импульсов подогрева (tИМП) обычно составляет 0,1÷0,3с.
При стыковой сварке кольцевых деталей возникает шунтирование тока через кольцо, что требует увеличения мощности (до50%) по сравнению с деталями незамкнутой формы.
8. Давление осадки зависит от свариваемых материалов, вида сварки (непрерывным оплавлением и оплавлением с подогревом) (PН. П.>PОПЛ. С ПОДОГРЕВОМ) и может изменяться в широких пределах. Ориентировочное значение удельного давления 4-6 кг/мм2
Оптимальные режимы сварки отработанные и установленные на сварочной машине.
- Пути:
Исходное положение каретки, мм – 50 мм
Положение каретки перед сваркой, мм – 34
Путь сгорания при реверсировании, мм – 3,5 (входит в участок оплавления)
Участок оплавления, мм – 5,5 мм
Осадка под током, мм – 1,5
Конечное положение каретки, мм – 20
- Время процесса
Предварительный подогрев, с - 0,5
Контроль осадки, с – 0,5
Выдержка после осадки, с – 0,5
- Давление
Давление при реверсировании, бар – 10
Возврат каретки, бар – 100
Давление при сварке, бар – 160
Давление осадки, бар – 190
- Скорость
Реверс, вперед, скт – 9,5
Реверс, назад, скт - 8
Оплавление, вперед, скт – 1,6
Оплавление, назад, скт – 1,5
Ускорение осадки, скт – 0,3
- Реверс
Верхнее значение силы тока, кА - 26
Нижнее значение силы тока, кА - 24
Время контакта, с – 0,2
Время паузы, с – 0,15
Количество реверсов - 9
- Фазовая отсечка
Реверс, вперед, скт - 85
Реверс, назад, скт - 55
Оплавление, скт - 90
Нагрев, скт - 90
Заданное значение силы тока, кА - 28
- Давление на электродах
- Горизонтальное
Начало, бар - 80
Сварка, бар - 130
Назад, бар - 60
- Вертикальное
Вниз, бар - 40
Сварка, бар - 160
Вверх бар, бар 60
- Основная транспортная система
Скорость до / после - 4000
Путь назад, мм - 210
Путь вперед, мм - 55

