 2015-02-27
2015-02-27 886
886Рассчитать 2Zmin:
2Zimin=2[(Rz+h)i-1+  ];
];
εi =0 погрешность установки в центрах равна нулю. т.е. формула принимает вид: 2Zimin=2[(Rz+h)i-1+  ].
].
Заготовка получена штамповкой на ГКМ, нормальной точности, массой 11,3 кг.
Rzi-1 =150 мкм, hi-1=250 мкм.
из таблиц справочной литературы. [3 с.63 табл. 4.3]
 (26)
(26)
где  – смещение поплоскости разъема матриц; = 1 мм [22 с.187, табл.18];
– смещение поплоскости разъема матриц; = 1 мм [22 с.187, табл.18];  - коробление заготовки.
- коробление заготовки.
=Δк  l, (27)
l, (27)
где Δк – удельная кривизна в мкм на 1 мм длины; Δк=1 мкм/мм [3 с. 71, табл. 4.8]; l – длина, l=138 (см. рис. 14);  =1 138=0,138
=1 138=0,138  0,14мм;
0,14мм;  - погрешность зацентровки вала на фрезерно-центровальном полуавтомате [3 с. 69]
- погрешность зацентровки вала на фрезерно-центровальном полуавтомате [3 с. 69]
 (28)
(28)
при α=90 (угол призмы) (установка вала на призмы с односторонним прижимом);  - допуск на изготовление базовой поверхности шеек, по которым осуществится базирование на призмы т.е. допуск на диаметр шеек заготовки,
- допуск на изготовление базовой поверхности шеек, по которым осуществится базирование на призмы т.е. допуск на диаметр шеек заготовки,  =3мм
=3мм
 мм;
мм;  мм;
мм;
2Zmin=2(150+250+1820)=2 2220 мкм.
Более подробно методика расчета припусков приведена в справочно-технической литературе [22], [8], [3], [21].
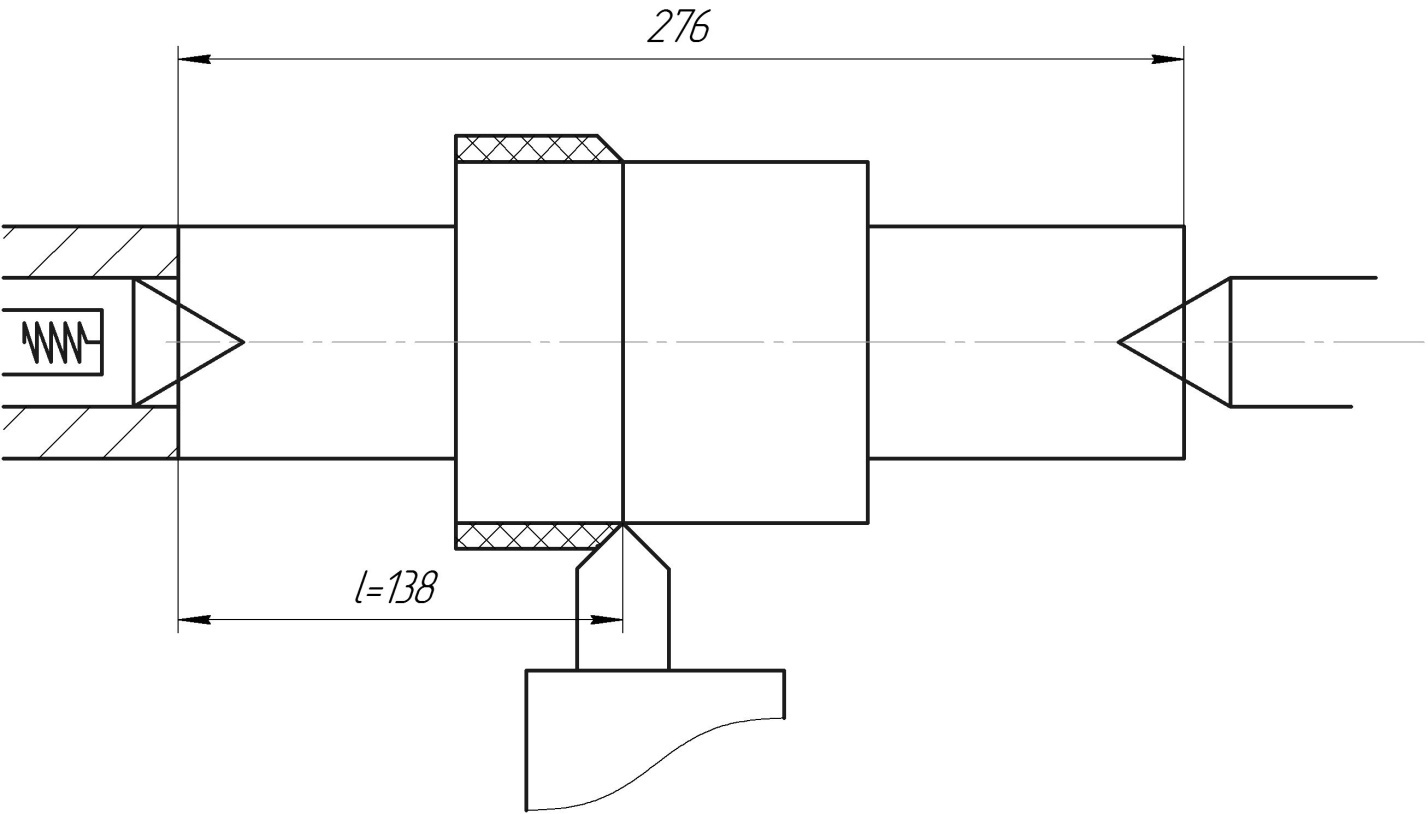
Рисунок 14. Обтачивание вала в центрах на настроенном оборудовании








