 2015-02-27
2015-02-27 1575
15752.5.1 Регулирование радиального зазора средних подшипников и осевого зазора шпинделя производится посредством гайки 1 и контргайки 2 (рис. 13).
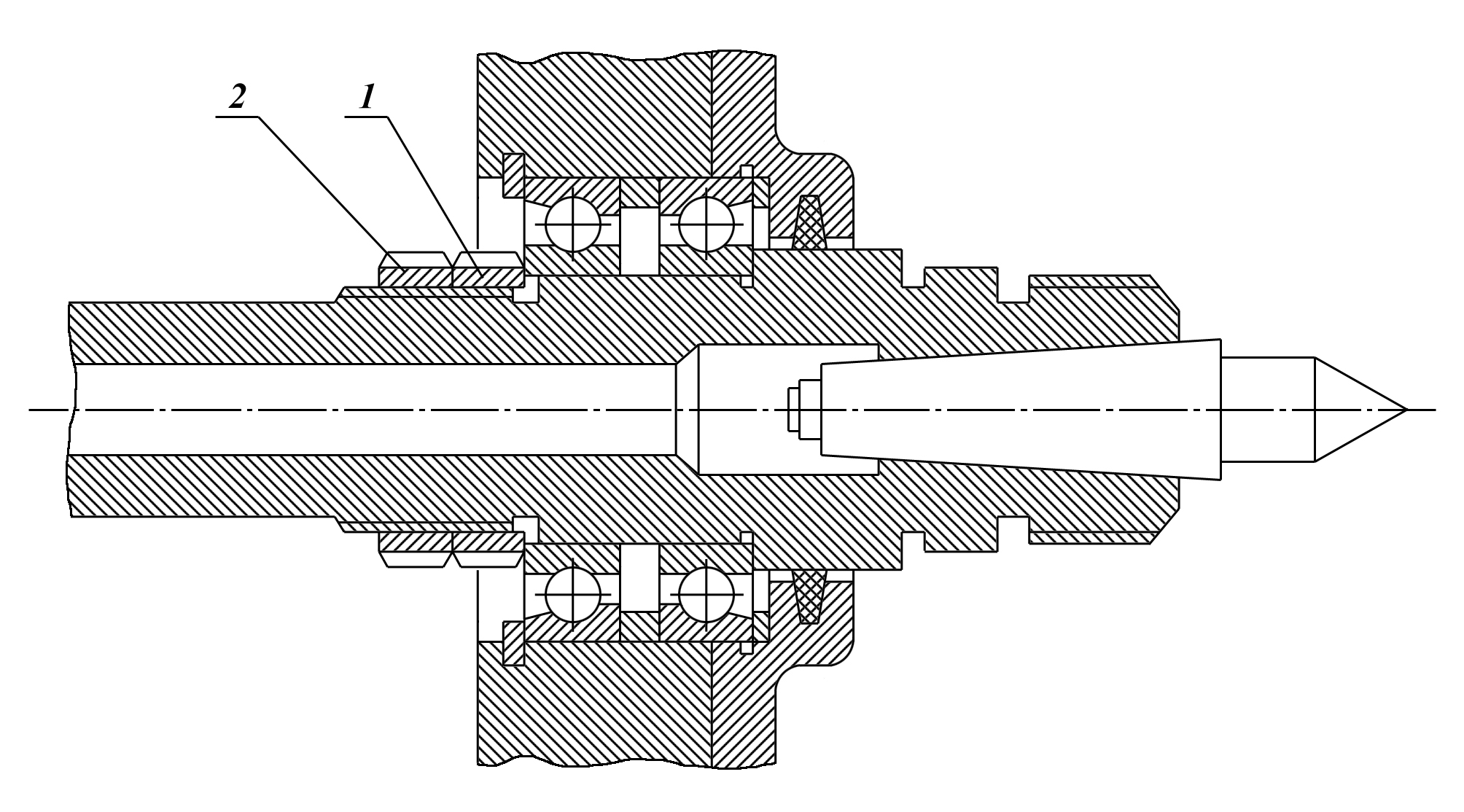
Рис. 13 Передняя опора шпинделя
Произведя регулировку подшипников, необходимо проверить шпиндель на радиальный отжим. Для этого в коническое отверстие шпинделя нужно вставить оправку с коническим хвостовиком и свободной длиной 150мм.
К центрирующей поверхности шпинделя подвести пуговку индикатора и за свободный конец оправки вручную отжать шпиндель.
При этом отклонение стрелки индикатора не должно превышать 0,02 мкм. Кроме того, шпиндель должен легко провертываться.
Если затяжкой гаек радиальный и осевой зазор шпинделя не устраняется, это говорит о том, что износились подшипники передней опоры шпинделя и станок требует ремонта.
2.5.2 Регулирование натяжения ремня производится следующим образом (рис.14).
Отпустить гайки 1 болтов, крепящих электромотор к салазкам. Поворотом головок натяжных болтов 2 гаечным ключом создать необходимый натяг (10 кг. на одну ветвь ремня в покое), после этого произвести затяжку гаек болтов крепления электромотора.
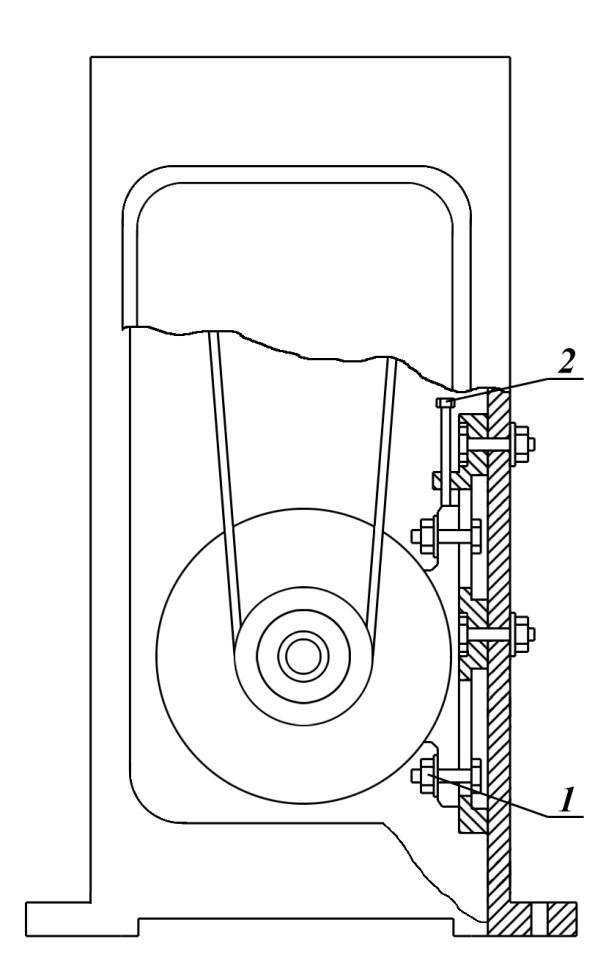
Рис. 14 Механизм натяжения ремня
2.5.3. При точении конуса корпус задней бабки может смещаться в поперечном направлении по станку при помощи винтов 1 и 2, расположенных с обеих сторон задней бабки (рис.15).
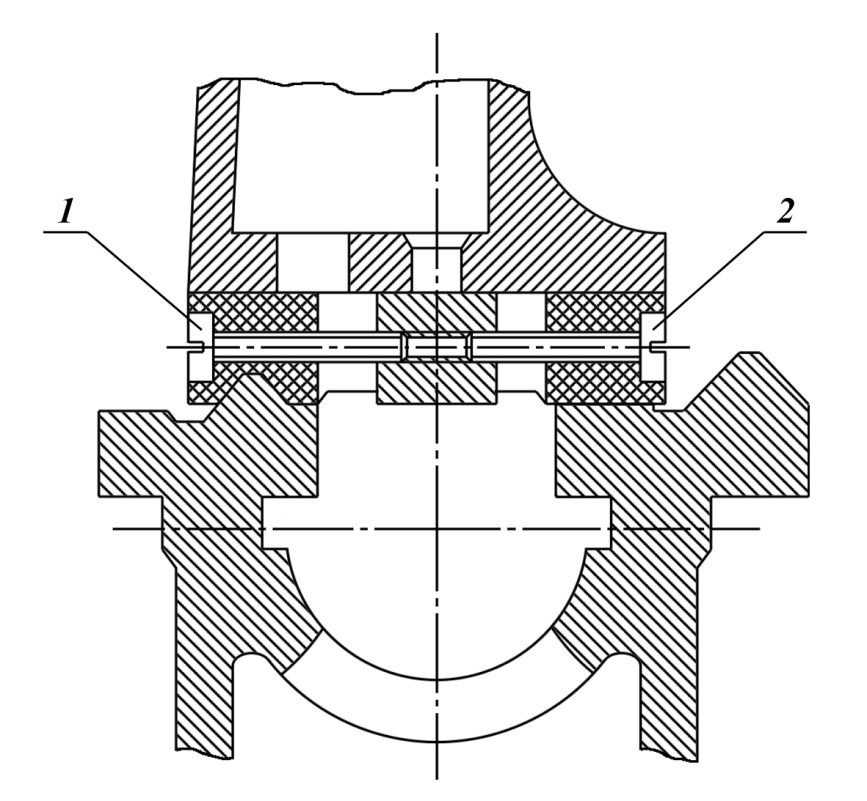
Рис. 15 Регулировочные винты задней бабки
Для совпадения осей центров передней и задней бабок совмещают плоскости платиков по рискам.








