 2015-02-18
2015-02-18 521
521Выбор сечений проводов и жил кабелей по экономической плотности тока, вследствие недостаточной обоснованности, даёт ошибочные результаты и находится в некотором противоречии с основными методическими положениями технико-экономических расчётов.
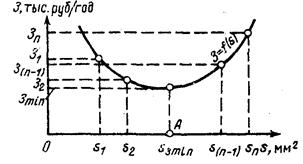
Рис. 5. Зависимость приведённых затрат от сечения провода для определения экономической целесообразности.
Капиталовложения и эксплуатационные расходы зависят от сечения проводов и жил кабелей, принимаемого для передачи электроэнергии. Меняя в приведённых условиях сечения проводов или жил кабелей, получают соответствующие им приведенные затраты (см. 4.2). В общем случае зависимость имеет вид, показанный на рис. 5.
В общем случае сечение проводника может быть нестандартным. После того как найдено экономически целесообразное нестандартное сечение, необходимо выбрать стандартное значение.
 |
16. Программные средства автоматизации в металлообработке.
Структура управляющих программ для станков с ЧПУ приведена на рис..
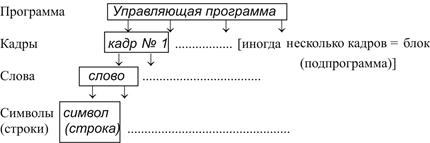
Рис. Структура управляющей программы для станков с ЧПУ
Все символы приводятся в коде ISO-7bit. Буквенные символы имеют значение адреса, закрепленное постоянно. За буквой следует числовая количественная информация.
Последовательность подготовки УП:
-проектирование технологического процесса (последовательность операций с выбором -режущих инструментов и вспомогательных приспособлений) с разработкой ТУ на исходную заготовку;
-разработка технологического процесса (ТП) с расчетом (назначением) режимов резания, построения траектории движения режущих инструментов;
-расчет координат опорных точек траектории движения режущих инструментов;
-составление расчетно-технологической карты;
-составление карты наладки станка;
-формирование УП;
-нанесение УП на программоноситель;
-контроль УП на станке и исправление ошибок;
Существуют следующие способы подготовки УП:
1) ручная;
2) в технологическом бюро;
3) на станке с системой ЧПУ типа CNC в диалоговом режиме, и используя систему автоматизированной подготовки программы.
САП – это специальное программное обеспечение, реализующее комплекс алгоритмов геометрических и технологических задач подготовки УП и содержащее проблемно-ориентированный язык, обеспечивающий запись и ввод в ЭВМ исходной информации.
САП решает следующие задачи:
¨ диалог с пользователем;
¨ синтаксический контроль исходной информации на входном языке;
¨ проектирование элементов технологического процесса обработки;
¨ расчет траектории движения инструмента;
¨ формирование и запись выходной информации на промежуточном языке;
¨ выдача диагностических сообщений о разных этапах обработки исходной информации;
¨ редактирование программ на уровнях входного, промежуточного выходного языков;
¨ формирование УП на выходном языке для конкретного станка и выдача на программоноситель;
¨ распечатка УП и сопроводительной документации;
¨ хранение и тиражирование УП.
В комплект САП входит также сопроводительная документация – руководство технологу программисту и оператору ЭВМ.
Типовая структурная схема САП дана на рис. Функции отдельных модулей:
Постоянная информация – библиотека операций, технологических циклов, процедур, геометрических расчетов, таблиц параметров и т.д.

Исходная информация – данные о заготовке и детали.
Препроцессор – проектирует план технологических операций, перечень и последовательность переходов, выбор схем закрепления, типа инструмента и т.д., трансляцию на универсальный язык.
Процессор – выполняет геометрические и технологические расчеты (количество проходов, режимы резания, вычисления траектории).
Постпроцессор – увязывает УП с особенностями и возможностями конкретных станков (привязка к координатам станка, типу датчиков и т.д.).
САП классифицируются в основном по назначению (плоская обработка контуров и плоскостей, объемная обработка контуров, обработка тел вращения, обработка отверстий, комплексная обработка корпусных деталей), по характеру структуры (универсальные для широкого круга деталей, специализированные), по уровню автоматизации, входному языку и другим критериям.
CAD/CAM-системы находят применение в широком диапазоне инженерной деятельности, начиная с решения сравнительно простых задач проектирования и изготовления конструкторско-технологической документации и кончая задачами объемного геометрического моделирования, ведением проекта, управлением распределенным процессом проектирования и т.п. Современные изделия можно создать только с использованием CAD/CAM-систем на всех стадиях проектирования, изготовления и эксплуатации.
Аббревиатура CAD может расшифровываться проектирование и конструирование с помощью ЭВМ или черчение с помощью ЭВМ. Понятия «конструирование» и «черчение с помощью ЭВМ» – всего лишь малая часть функций, выполняемых САПР. Многие из систем выполняют существенно больше функций, чем просто черчение и конструирование. И существует их более точное обозначение:
САЕ –Иногда этот термин использовался как понятие более высокого уровня – для обозначения всех видов деятельности, которую инженер может выполнять с помощью компьютера.
CAM –Программирование устройств ЧПУ станков с помощью CAD-систем – отождествляют с понятием CAM (так называемые CAD/CAM-системы). В иных случаях под САМ понимают применение ЭВМ в управлении производством и движением материалов.
Разработка и создание CAD/CAM-систем является достаточно сложным и длительным процессом, требует значительных затрат материальных и людских ресурсов. Из-за отсутствия централизованного финансирования практически прекращены новые разработки в этой области.
Операционные системы реального времени (ОСРВ) имеют особенности:
· требование быстродействия решения задач, т.к. происходит управление реальными процессами;
· наличие многих задач, в которых изменяются только условия (операнды), но нет необходимости менять всю задачу;
· обеспечение организации очередей (приоритетов) решения задач и заявок к МПС;
· защита таблиц параметров, корректоров от искажения и несанкционированного доступа;
· инициализация (запуск) задач входными данными от датчика или оператора вызывает работу той или иной задачи с прерыванием предыдущей задачи (в зависимости от приоритета);
· динамическое изменение приоритетов: нормальный режим - работа по приоритетам, аварийный режим, когда МПС не успевает решать задачи низшего приоритета и они накапливаются - МПС должна прорешать задачи низшего приоритета, не решив задачи высшего приоритета;
· работа с нестандартными периферийными внешними устройствами и необходимостью создания дополнительных драйверов:
· требование высокой надёжности (дублирование, диагностика);
· наличие архивирования, статистики о работе МПС.








