 2015-02-04
2015-02-04 4110
4110Во многих случаях в автоматизированном производстве заготовка или деталь должны быть поданы в рабочую зону или на транспортные системы или к захватным или к поворотным устройствам и т.д. в ориентированном положении. Для этого используются различной конструкции ориентирующие устройства в виде шиберов, секторов с возвратно – поступательными или качающимися движениями, вращающихся дисков, лопатных механизмов, трубок втулок и т.п. Схемы ориентирующих устройств приведены на рис. 4.6.и 4.7.
Ориентация деталей возможна также и при их транспортировании При этом используется нессиметричность формы деталей и расположение центра тяжести. Способ ориентирования может быть пассивным и активным.
Пассивные ориентирующие устройства получили широкое распространение при вибрационном транспортировании деталей. Общим в принципе их действия является то, что неправильно ориентированные детали сбрасываются с транспортного устройства и возвращаются к началу потока, а далее следуют лишь правильно ориентированные.
Активные ориентирующие устройства придают детали сложное положение в пространстве в независимости от их исходного положения при поступлении в ориентирующее устройство. Принцип принудительного изменения используют так же при необходимости переориентации. Для несложных деталей малых размеров – применяют простые ориентирующие устройства, для дет. сложных форм или тяжёлых – ориентирующие устройства типа кантователей или универсальных поворотных устройств. Иногда используются действие магнитного поля.
Ориентируемые заготовки условно делят на:
- заготовки простой формы, ориентируемые с помощью вырезов в лотках, скосов, отсекателей;
- заготовки со смещённым центром тяжести, которые ориентируются разом или при повороте во время прохождения их через щель или вырез в лотке;
- симметричные и ассиметричные заготовки, которые ориентируются при провале в спец. окно лотка (ориентация по трафарету).
- заготовки ориентируемые с помощью спец. устройств.
Плоские заготовки типа кругов, колец (рис 4.6.,а) с d > h, ориентируются с помощью спирального лотка рабочая поверхность которого наклонена по радиусу к центру бункера под b =3-50 для обеспечения сброса второго слоя заготовок. Буртик лотка m < h.
Колпачки с d ³ h ориентируются пассивным способом с помощью выреза с язычком (рис 4.6.,б).
Заготовки ориентированные донышком вниз проходят по язычку не опрокидываясь, т.к. язычок является достаточной опорой для обеспечения устойчивого положения заготовки. Заготовки расположенные отверстием вниз, надавливаются на язычок теряют равновесие и падают в бункер.
Цилиндры с l > d ориентируются пассивным способом (рис. 4.6., в) для сброса неправильно ориентированных заготовок под лотком установлен скос, расположенным на высоте 1,1 d от поверхности лотка.
Для ориентировании ступенчатых дисков применяют пассивный способ (рис 4.6.,г) с использованием особенностей формы. Заготовки, расположенные большим диаметром вниз свободно проходят мимо сбрасывателя и перемещаются далее по лотку.
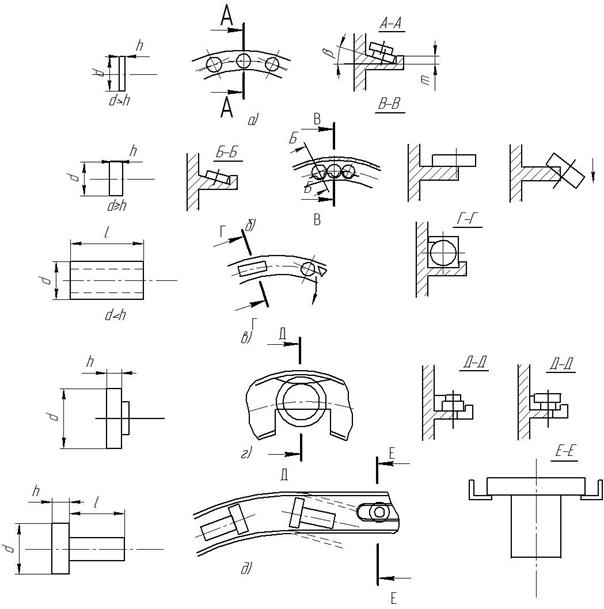
Рис. 4.6. Схемы ориентирующих устройств.
Заготовки с большим диаметром вверх – сталкиваются сбрасывателем с лотка в бункер.
Заготовки типа стержней с головками (рис 4.6.,д) ориентируются активным способом при помощи прорези, выполненным на прямолинейном участке лотка.
Для активной ориентации валиков с уступом (рис.4.7.,а) используют смещение центра тяжести.
Для ориентации тонких заготовок в виде скоб, треугольников, секторов применяют пассивный способ (рис. 4.7.,б). Для пластин Т образной формы – активный способ (рис. 4..7.,в).
При необходимости переориентации заготовок в ходе техпроцесса применяют способ активной ориентации.
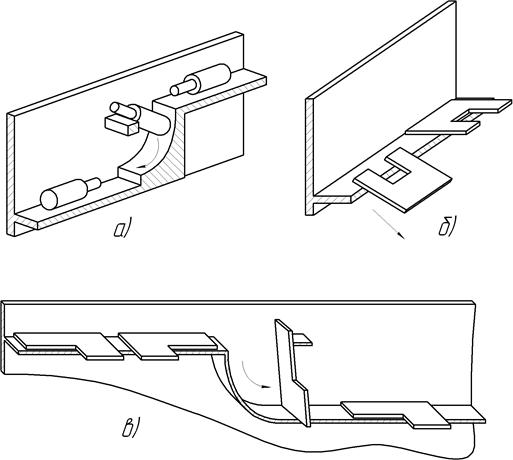
Рис. 4.7. Схемы ориентирующих устройств.








