 2015-02-24
2015-02-24 5808
5808Для процессов окраски ЛКМ свойственны следующие стадии:
- приготовление рабочих составов ЛКМ;
- подготовка поверхности изделий под окраску (удаление ржавчины, окалины, старых покрытий, обезжиривание и нанесение преобразователей ржавчины);
- нанесение ЛКМ;
- сушка лакокрасочных покрытий;
- обработка поверхности лакокрасочных покрытий (шлифование, полирование).
На стадии приготовления рабочих составов ЛКМ доводят до рабочей вязкости и фильтруют. Эти работы могут проводиться вручную, либо механизированным способом в отдельных помещениях, называемых краскоприготовитель-ными отделениями. На некоторых предприятиях в краскоприготовительном отделении имеется участок, оборудованный краскотерками или другим оборудованием для приготовления нестандартных шпатлевок, замазок и некоторых лакокрасочных материалов, а также смесителями для густых паст.
Смеситель для приготовления густых паст, шпатлевок и замазок (рисунок 5.1) представляет собой емкость с горизонтально вращающимися /-образными лопастями 2, снабжен рубашкой 3 для подогрева паром или водой. Нагрев необходим при размешивании очень густых паст. Смеситель смонтирован на специальных поворотных приспособлениях 1 с червячной передачей. При вращении передачи смеситель наклоняется и паста выгружается. Изготовляют такие же смесители, но с разгрузкой через отверстие в дне корпуса.
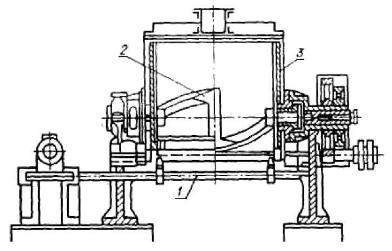
Рисунок 5.1 - Горизонтальный смеситель для густых паст
Для приготовления некоторых ЛКМ применяется оборудование для их растирания. На рисунке 5.2, (а) изображена трехвалковая краскотерочная машина. Она предназначена для перетирания густых лакокрасочных паст и шпатлевок. Машина имеет три горизонтально расположенных валка. Каждый крайний валок движется в направлении, противоположном движению среднего валка. Подшипники среднего валка 2 (рисунок 5.2, б) закреплены на станке неподвижно, а подшипники переднего 1 и заднего 3 валков можно перемещать по направляющим станины. Для перемещения валков 1 и 3 с целью изменить зазоры между ними служат различные устройства. Пасту загружают в бункер 8 с боковыми щеками, препятствующими сползанию пасты с валков. Из бункера паста 9 поступает в щелевой зазор 2, образованный двумя вращающимися в противоположные стороны валками 1 и 3, которые захватывают пасту и продавливают ее через зазор. Валок, имеющий большее число оборотов, снимает пасту с поверхности валка, вращающегося с меньшей скоростью, и переносит ее в зазор 4, образованный последующими валками 3 и 5. С последнего валка 5 паста снимается специальным ножом 7 и по лотку стекает в бак 6.
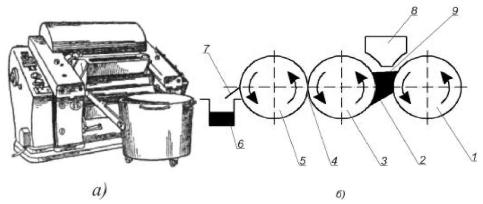
Рисунок 5.2 - Внешний вид (а) и схема работы (б) краскотерочной машины.
Подачу ЛКМ к рабочим местам осуществляют в таре специальной конструкции или централизованным способом, схема устройства которого показана на рисунке 5.3.
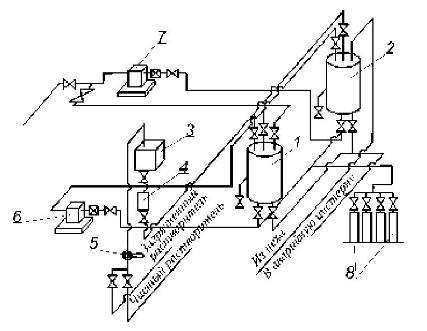
Рисунок 5.3 - Схема централизованного приготовления и подачи лакокрасочных материалов:
1 - бак-смеситель для перемешивания; 2 - бак-раздатчик; 3 - бак; 4 - мерник; 5 - кран; 6 - рециркуляционный насос; 7 - шестеренный насос; 8 - баллоны с инертным газом
Воздушное распыление ЛКМ осуществляют краскораспылительными устройствами (рисунок 5.4), которые работают следующим образом. Очищенный в маслоотделителе 3 от воды и масла сжатый воздух под давлением 0,4 - 0,7 МПа по шлангу 2 поступает в краскораспылитель 1 и одновременно по шлангу 6 через редуктор давления в красконагнетательный бак 4. Под давлением сжатого воздуха ЛКМ по шлангу 5 поступает к краскораспылителю. В некоторых случаях (при значительном расходе ЛКМ) краскораспылитель подсоединяют непосредственно к трубе центральной системы подачи ЛКМ через редуктор понижения давления. В этом случае необходимость в красконагнетатель-ном баке 4 отпадает. Если расход ЛКМ небольшой, то он подается самотеком из стакана, расположенного на корпусе краскораспылителя. К недостаткам метода пневматического распыления относят образование окрасочной пыли; необходимость интенсивного отсасывания загрязненного воздуха; большие потери ЛКМ (30 - 60%); повышенный расход растворителей для доведения ЛКМ до рабочей вязкости.
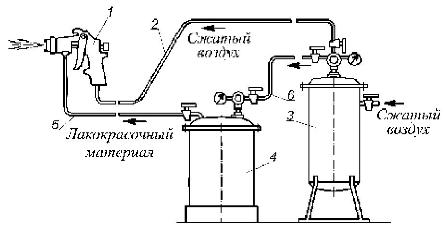
Рисунок 5.4 - Краскораспылительная установка.
Нанесение лакокрасочных покрытий проводят в окрасочных камерах, которые по конструкции бывают тупикового (рисунок 5.5) и проходного (рисунок 5.6) типов. На промышленных предприятиях наибольшее распространение получили окрасочные камеры проходного типа.
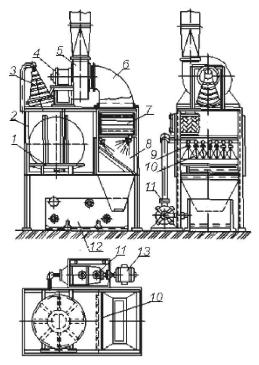
Рисунок 5.5 - Распылительная камера тупикового типа:
1 - поворотный стол; 2 - корпус камеры; 3 - светильник; 4 - электромотор; 5 - вентилятор; 6 - воздухосборник; 7 - водоотделитель; 8 - гидрофильтр камеры; 9 - форсунки; 10 - краскоуловительная решетка; 11 - насос; 12 - ванна; 13 - электродвигатель.
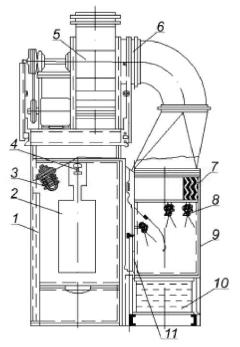
Рисунок 5.6 - Распылительная камера проходного типа:
1 - проем; 2 - окрашиваемое изделие; 3 - электросветильник; 4 - подвеска конвейера; 5 - вентилятор; 6 - трубопровод; 7 - сепаратор; 8 - форсунка; 9 - наклонный щиток; 10 - ванна; 11 - решетка.
Одной из разновидностей камеры проходного типа является камера с экранным гидрофильтром (рисунок 5.7).
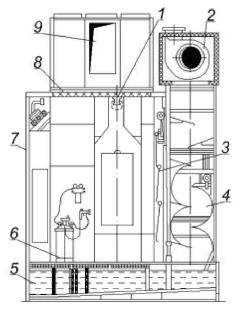
Рисунок 5.7 - Распылительная камера с экраннымгидрофильтром.
Изделия, подаются в камеру на подвесном конвейере непрерывного действия, монорельс которого 1 крепится к перекрытию камеры. В торцовых стенах 7 камеры имеются проемы для прохода изделий и двери для входа рабочего. Корпус камеры опирается на ванну 5, наполненную водой. Ванна перекрыта решетчатым настилом 6. К задней стенке корпуса примыкает гидрофильтр 4. Со стороны камеры на гидроофильтр навешен экран 3, омываемый водой. Он предназначен для первичной очистки отсасываемого воздуха от окрасочной пыли. Дальнейшая очистка происходит в шахте гидрофильтра. Из гидрофильтра воздух отсасывается двумя центробежными вентиляторами 2. В верхней части камеры находится короб 9 системы приточной вентиляции. Перед поступлением воздуха в камеру он очищается от пыли и подается в камеру через сетчатые фильтры 8, расположенные по всему потолку камеры, где дополнительно очищается. Камера оснащена красконагнетательным баком с мешалкой, настенным масло-, водоотделителем и краскораспылителем со шлангом.
Способ окраски окунанием (рисунок 5.8) находит применение при конвейерной технологии, когда окрашенные изделия сразу подаются на сушку. Изделия окунают в ванну с помощью подъемных устройств.
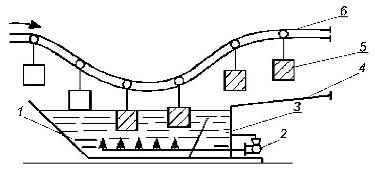
Рисунок 5.8 - Схема установок для окраски окунанием:
а - с ручным погружением изделий; б - с конвейерным погружением изделий; 1 - ванна; 2 - насос; 3 - карман; 4 - сточный лоток; 5 - изделие; 6 - конвейер.
Способ окраски струйным обливанием и обливанием с последующей выдержкой в парах растворителя (рисунок 5.9) заключается в том, что изделие обильно обливают краской и направляют в камеру или туннель, в которых находятся пары растворителя.
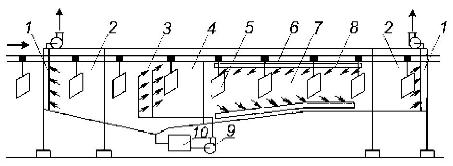
Рисунок 5.9 - Схема установки для окраски изделий струйнымобливом:
1 - воздушные завесы; 2 - входной и выходной тамбуры; 3 - контур с соплами; 4 - камера облива; 5 - изделие; 6 - конвейер; 7 - паровой туннель; 8 - рециркуляционная вентиляция; 9 - насос; 10 - красочный бак.
Здесь лишняя краска с изделия стекает, а оставшаяся равномерно покрывает его поверхность. Этот способ окраски имеет ряд преимуществ по сравнению с другими: сокращаются расходы ЛКМ; имеется возможность применять конвейеры; создаются благоприятные условия для автоматизации процесса, в том числе и для автоматизации систем противопожарной защиты; резко уменьшается количество краски в системе (по сравнению с окраской окунанием), что способствует уменьшению масштабов возможного пожара.
Суть способа окраска в электрическом поле высокого напряжения состоит в том, что при введении струи распыленной краски в электрическое поле высокого напряжения частицы ее электризуются и притягиваются к положительному электроду (или заряженной детали) и осаждаются на окрашиваемой поверхности равномерным слоем, с минимальными потерями. Принципиальная электрическая схема установки для окраски в электрическом поле приведена на рисунке 5.10.
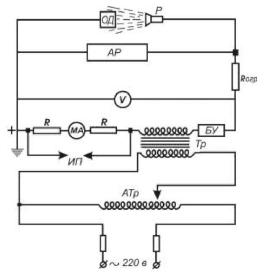
Рисунок 5.10 - Принципиальная электрическая схема установки для окраски в электрическом поле:
ОД - окрашиваемая деталь; Р - распылитель; АР - автоматический разрядник; Яогр - ограничительное сопротивление; V - вольтметр; Я - реостаты; МА - миллиамперметр; ВУ - выпрямительное устройство; ТР - высоковольтный трансформатор; ИП - искровой предохранитель; АТр - вариатор.
В качестве выпрямителей, предназначенных для получения постоянного тока высокого напряжения (130 кВ), могут применяться полупроводниковые селеновые или ламповые выпрямители. Положительный полюс от выпрямителя подается на землю и на окрашиваемые изделия, отрицательный - на распылители. Управляется установка дистанционно, с пульта управления. При электроокраске ЛКМ могут распыляться с помощью пневматических, электромеханических или электростатических распылителей.
Технологический процесс окраски изделия порошковым материалом состоит из следующих стадий:
- подготовка поверхности к окраске (обезжиривание, удаление загрязнений и окислов);
- нанесение слоя ПС на окрашиваемую поверхность;
- формирование пленки покрытия (оплавление, отверждение, охлаждение, оплавление).
Существуют различные способы получения покрытия на основе ПС. Однако наиболее распространенным является способ нанесения порошковых материалов в электрическом поле высокого напряжения. Способ нанесения порошковых материалов в электрическом поле высокого напряжения основан на использовании силового взаимодействия электрических полей с заряженными частицами порошка. Заряженные частицы порошка перемещаются к противоположно заряженному изделию и осаждаются на его поверхности. Из-за низкой электропроводности порошковых материалов, заряженные частицы длительно сохраняют заряд, поэтому нет необходимости в предварительном нагреве изделия. Различают три разновидности нанесения порошка в электрическом поле: с помощью пневмо-распылителя или вращающейся чаши, в ионизированном псевдоожиженном слое, в облаке заряженных частиц. На рисунке 5.11 показана схема установки для нанесения порошка с помощью пневмораспылителя. Частицы порошка подаются на распылитель 3, к которому подведен постоянный ток высокого напряжения 4. Выходя из распылителя 3 частицы порошка заряжаются и под влиянием электрического поля направляются к противоположно заряженному изделию 2 и оседают на нем. Не осевшие частицы порошка улавливаются в рекуперационной системе 1 и возвращаются в питающее устройство установки 5 для дальнейшего использования. Напыленный на изделие в камере напыления 6, порошок сохраняет свой заряд в течение нескольких дней.
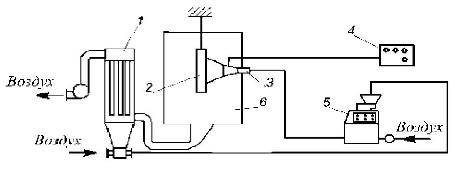
Рисунок 5.11 - Схема установки для нанесения порошковых материалов в электрическом поле.
Горючую среду при проведении процессов окраски образуют применяемые ЛКМ, в составе которых находится до 80% легковоспламеняющихся растворителей (показатели пожаровзрывоопасности приведены в таблице 4.1), образующиеся при испарении растворителей пары, отложения ЛКМ и нанесенные на поверхность окрашенных изделий ЛКМ. Горючая среда может образоваться в оборудовании, воздуховодах систем вентиляции, емкостях с ЛКМ, а также в производственных помещениях. Образованию горючей среды способствует образование окрасочного тумана и нарушение работы вентиляционных систем.
ПС (показатели пожаровзрывоопасности приведены в таблице 4.2) также в смеси с воздухом могут образовывать взрывоопасные смеси.
Источниками зажигания при окраске изделий и материалов могут являться:
- теплота самовозгорания отложений лаков и красок (в окрасочных камерах, воздуховодах систем вытяжной вентиляции, вентиляторах), промасленных обтирочных материалов, а также отходов нитрокрасок при их хранении;
- теплота химических реакций при использовании лаков с отвердителями, пластификаторами и т. п.;
- искровые разряды статического электричества при распылении и перемещении по трубам ЛКМ, а также при работе транспортеров;
- теплота трения подшипников вентиляторов, двигателей и других вращающихся механизмов при нарушении режима смазки, перекосе валов, загрязнении поверхности слоем отходов ЛКМ, чрезмерной затяжке;
- искры удара и трения при повреждении вентиляторов, работе стальным инструментом и т.д.;
- тепловые проявления неисправного электрооборудования, ударов молнии и ее вторичных проявлений, а также газосварочных работ.
Специфическими источниками зажигания при окраске в электрическом поле высокого напряжения могут быть искры в результате разряда, которые возникают в случае внезапного значительного повышения напряжения в сети или при нарушении установленного расстояния между распылителем и окрашиваемым изделием в момент его раскачивания. Кроме того, искры могут образовываться в местах присоединения электропроводов к трансформатору, заземляющему устройству, на пульте управления, а также в других местах, где возможно нарушение изоляции, пробои или замыкание на корпусе при нарушении изоляции, пробое, замыкании на корпус и т.д.
Распространение пожара при окраске изделий происходит по поверхности окрашенных изделий, отложениям ЛКМ на внутренних поверхностях окрасочных камер, воздуховодов, оборудования и конструкций, по воздуховодам систем вентиляции, поверхности разлившихся ЛКМ, транспортерам для перемещения изделий, через дверные, оконные и технологические проемы.
Таблица 4.1. Показатели пожаровзрывоопасности растворителей
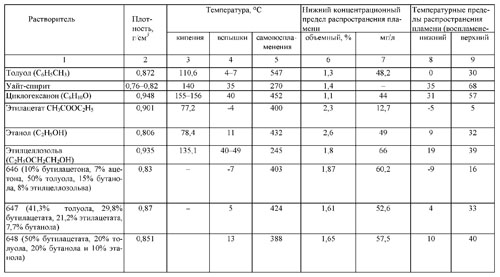
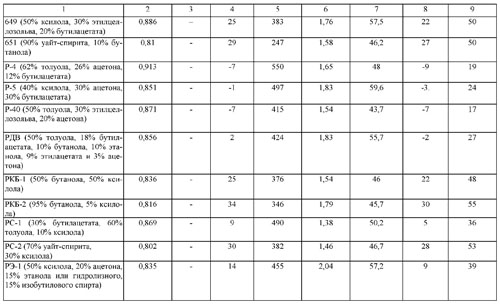
Таблица 4.2. Показатели пожаровзрывоопасности порошковых полимерных материалов

ПОЖАРНАЯ ОПАСНОСТЬ ПРИ ОКРАСКИ ИЗДЕЛИЙ
ДЛЯ оценки опасности процессов окраски изделий необходимо знать пожароопасные свойства применяемых веществ и материалов, режим и условия протекания процесса окраски и состояние технического оборудования.
В любом из рассмотренных способов окраски применяются более или менее одинаковые лакокрасочные материалы. Причины образования горючей среды, источников зажигания и развития южара определяются одинаковыми факторами независимо от способа окраски изделий. Поэтому пожарная опасность и меры профилактики в каждом способе содержат много общего.
В качестве примера рассмотрим наиболее пожароопасный процесс — окраска распылением красочных составов.
-Среди способов окраски при использовании одинаковых по составу лаков и красок пнев! матическое распыление лакокрасочных материалов представляет большую опасность для образования горючей: реды и возможности ‘возникновения пожара. Это объясняется значительной площадью испарения и выделением в окружающую среду паров растворителей и пленкообразователей. При распылении краски сжатым воздухом у рабочего места образуется «красочныйтумян — мельчайшие взвешенные частицы лака или краски. Оседая в вентиляционных каналах, воздуховодах, на оборудовании, строительных конструкциях, они вызывают загрязнение цехов и увеличивают опасность возникновения и развития пожара.
При анализе пожарной опасности процесса окраски наиболее важный вопрос — установление возможности образования взрывоопасных смесей паров растворителей или разбавителей с воздухом. Для этой цели прежде всего необходимо сравнить температурные пределы воспламеняемости применяемых растворителей лакокрасочных материалов с температурой окружающей среды или рабочей температурой при окраске Подобное сравнение дает возможность сразу же сделать вывод о возможности образования взрывоопасной концентрации.
Под окраской в широком смысле понимается процесс нанесения лакокрасочных материалов на подготовленную поверхность какого-либо изделия. Процессы окраски в настоящее время используются в технологиях практически всех отраслей промышленности. Окраска изделий производится прежде всего с целью их защиты от негативного воздействия окружающей среды, а также с целью декоративной отделки изделий.
Лакокрасочные покрытия на сегодняшний день являются основным средством защиты металлических изделий от коррозии. Ими защищают около 80 % всех изделий, выпускаемых металлообрабатывающими и машиностроительными заводами. Деревянные изделия покрывают лакокрасочными материалами с целью их защиты от гниения. Некоторые лакокрасочные материалы используют для защиты технологического оборудования от теплового воздействия окружающей среды. Так, одним из требований к резервуарам является их окраска в светлые тона, чтобы снизить воздействие солнечной радиации, не допустить повышения рабочей температуры и тем самым сократить потери хранимого в резервуаре продукта.
Есть специальные лакокрасочные материалы, с помощью которых создают электроизоляционные, химически стойкие и термостойкие покрытия. В последнее время широко применяются огнезащитные покрытия, которые уменьшают горючесть материалов, повышают огнестойкость строительных конструкций и препятствуют распространению горения. Существуют также лакокрасочные материалы, использование которых позволяет создавать термочувствительные покрытия, способные изменять цвет при повышении или понижении температуры. При использовании таких лакокрасочных материалов можно контролировать температуру поверхностей оборудования, особенно там, где применять обычные средства измерения температуры невозможно, например, на поверхности движущихся валов, подшипников. В этом случае отпадает необходимость в установке большого количества термопар для регистрации температурных полей достаточно нанести кистью термочувствительную эмаль и по изменению цвета судить о температуре в данном месте конструкции.
ДЛЯ оценки опасности процессов окраски изделий необходимо знать пожароопасные свойства применяемых веществ и материалов, режим и условия протекания процесса окраски и состояние технического оборудования.
В любом из рассмотренных способов окраски применяются более или менее одинаковые лакокрасочные материалы. Причины образования горючей среды, источников зажигания и развития южара определяются одинаковыми факторами независимо от способа окраски изделий. Поэтому пожарная опасность и меры профилактики в каждом способе содержат много общего.
В качестве примера рассмотрим наиболее пожароопасный процесс — окраска распылением красочных составов.
-Среди способов окраски при использовании одинаковых по составу лаков и красок пнев! матическое распыление лакокрасочных материалов представляет большую опасность для образования горючей: реды и возможности ‘возникновения пожара. Это объясняется значительной площадью испарения и выделением в окружающую среду паров растворителей и пленкообразователей. При распылении краски сжатым воздухом у рабочего места образуется «красочныйтумян — мельчайшие взвешенные частицы лака или краски. Оседая в вентиляционных каналах, воздуховодах, на оборудовании, строительных конструкциях, они вызывают загрязнение цехов и увеличивают опасность возникновения и развития пожара.
При анализе пожарной опасности процесса окраски наиболее важный вопрос — установление возможности образования взрывоопасных смесей паров растворителей или разбавителей с воздухом. Для этой цели прежде всего необходимо сравнить температурные пределы воспламеняемости применяемых растворителей лакокрасочных материалов с температурой окружающей среды или рабочей температурой при окраске Подобное сравнение дает возможность сразу же сделать вывод о возможности образования взрывоопасной концентрации.
Лаки и краски – прекрасное покрытие, создающее возможность разнообразить интерьер. Но вместе с тем, все подобные материалы обладают высокой пожарной опасностью за счет легковоспламеняющихся компонентов. Что же предпринять, чтобы лакокрасочные материалы и опасность пожара не шли рука об руку?








