 2015-04-12
2015-04-12 1526
1526Полуавтомат зубофрезерный универсальный 53А3ОП предназначен для нарезания прямозубых и винтозубых зубчатых колес, звездочек и шлицевых валиков червячными фрезами методом обкатки в условиях серийного, мелкосерийного и индивидуального производства. Станок позволяет получать зубчатые колеса 5-6 степени точности по ГОСТ 1643-81. Основные технологические характеристики станка приведены в таблице 3.
Конструктивно полуавтомат выполнен (рис.2) в виде передней 7 и задней 5 стоек, размещенных на станине 1. Задняя стойка соединена со столом 6, который может перемещаться по горизонтальным направляющим станины. В передней стойке находятся коробка подач 2 и коробка скоростей 4 и размещен пульт управления 3. Осевая подача осуществляется перемещением салазок суппорта по вертикальным направляющим передней стойки. Высота нарезаемых зубьев колес устанавливается с помощью механизма подвода стола.
Основные органы управления станком показаны на рис.3.
Кинематическая схема станка показана на рис.4.
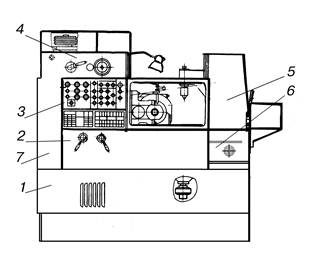 Рис.2. Расположение основных частей полуавтомата 53А3ОП Рис.2. Расположение основных частей полуавтомата 53А3ОП |
Основными кинематическими цепями полуавтомата являются цепи главного движения, деления, осевых подач и дифференциала. Главное движение осуществляется от электродвигателя М4. Через сменные шкивы А и Б, трехступенчатую коробку скоростей, цилиндрическую пару 34 и 38, конические пары 39 и 40, 47 и 48, цилиндрическую суппортную пару 49 и 50 вращение передается на шпиндель фрезы.
Цепь деления получает вращение от цепи главного движения с вала Y через коническую пару 59 и 58, цилиндрический дифференциал, гитару деления, через делительную пару 54 и 55 при работе правыми фрезами или через шестерни 21 и 23, делительную пару 54 и 55 при работе левыми фрезами, движение передается на шпиндель заготовки.
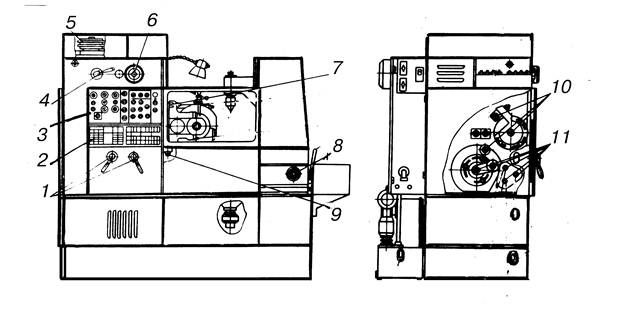 Рис.3. Органы управления полуавтоматом 53А3ОП: 1-рукоятка переключения подач; 2-таблица выбора частоты вращения шпинделя и подач; 3-пульт управления; 4-рукоятка переключения скоростей; 5-шкивы сменные; 6-квадрат осевого перемещения салазок суппорта; 7-нониус и шкала установки угла поворота суппорта; 8-квадрат рукоятки настройки межцентрового расстояния; 9-квадрат поворота суппорта; 10-гитара дифференциала; 11-гитара деления Рис.3. Органы управления полуавтоматом 53А3ОП: 1-рукоятка переключения подач; 2-таблица выбора частоты вращения шпинделя и подач; 3-пульт управления; 4-рукоятка переключения скоростей; 5-шкивы сменные; 6-квадрат осевого перемещения салазок суппорта; 7-нониус и шкала установки угла поворота суппорта; 8-квадрат рукоятки настройки межцентрового расстояния; 9-квадрат поворота суппорта; 10-гитара дифференциала; 11-гитара деления |
Цепь осевых подач получает вращение от вала ХIY через зубчатые колеса 23 и 21, 20 и 19 перебора, девятиступенчатую коробку подач, зубчатые колеса 9 и 8, конические пары 2 и 1, 41 и 42, кулачковую муфту 46, которая замкнута с кулачками червяка осевой подачи 44, червячное колесо 43. Червячное колесо передает вращение на винт IХ, по которому перемещается гайка 45 вместе с салазками суппорта в направлении осевой подачи.
Ускоренное перемещение салазок суппорта осуществляется от электродвигателя М5.
Ускоренный подвод и отвод стола осуществляется от гидроцилиндра, шток которого является винтом, перемещающим гайку 53 со столом. Настройка межцентрового расстояния производится путем вращения вручную через квадрат зубчатых колес 51 и 52. При этом вращается гайка 53, которая перемещает стол по винту на величину межцентрового расстояния, которое устанавливается по лимбу и фиксируется с помощью специальной рукоятки.
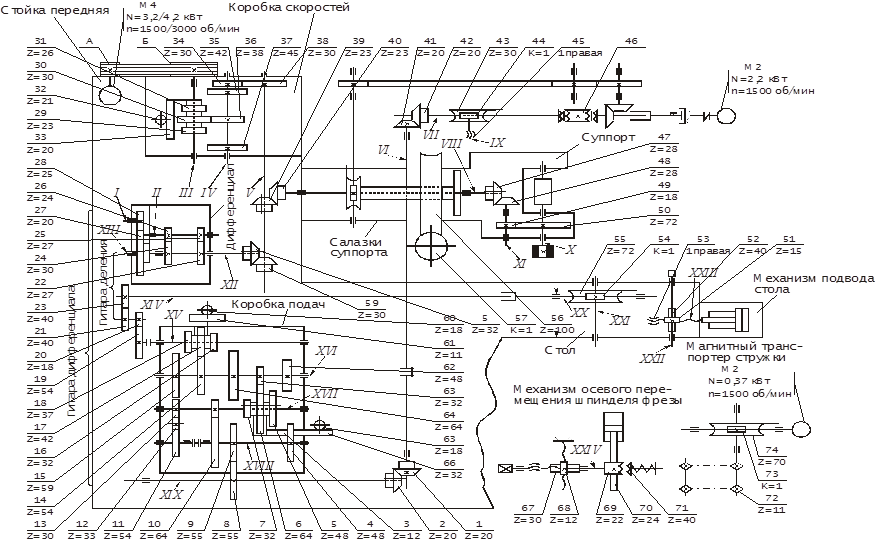
Рис.4. Кинематическая схема станка 53А30П
Цепь дифференциала работает только при нарезании винтозубых колес и обеспечивает дополнительный поворот стола с заготовкой помимо поворота от делительной цепи на величину окружного шага нарезаемого колеса.








