 2015-04-12
2015-04-12 654
654Исходное положение инструмента в координатах X, Z задается командой FRO. Если в процессе обработки применяются несколько инструментов, то «точка» FRO является еще и точкой смены инструмента. В процессе обработки значение т. FRO может быть одним и тем же, а можно его, при необходимости, изменять. Например:
FRO Z50 Х40 - точка смены инструмента относительно «0» детали с координатами: по оси Z - 50мм, по оси X - 20мм.
Командой RAP задается быстрое перемещение инструмента из т. FRO в зону начала обработки.
Формат команды: RAP Z X
Координаты Z и X задаются относительно «0» детали. «0» детали в системе ТИГРАС находится на пересечении торцевой поверхности детали с осью Z, как показано на рис.4.
"0" детали
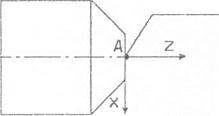
Рис. 4
При задании команды RAP координаты Z и X нужно задавать таким образом, чтобы не было столкновения инструмента, перемещающегося на быстрой подаче, с заготовкой.
Например, если продольно обтачивается заготовка D=20mm(координаты «0» детали: Z0 Х0), то быстрое перемещение - RAP Z1X21
При задании команд: FRO и RAP следует учитывать, что численная величина координаты X, указанная в программе, в два раза больше, чем в действительности 19
|
|
|
6.6.5. Задание частоты вращения шпинделя - SP1.
Для задания частоты вращения шпинделя необходимо сначала задать командой SPI диапазон скоростей, затем этой же командой задается и численное значение частоты вращения. Если в процессе обработки выбирается новый инструмент, то диапазон скоростей и частота вращения шпинделя указываются только в случае изменения их величин. Например:
SPI 3 (выбран третий диапазон)
SPI1000 (выбрана частота вращения шпинделя 1000об/мин)
Если задать SPJ -1000, тоэто означает, что вращение шпинделя будет в противоположную сторону (против часовой стрелки).
Если станок имеет бесступенчатый привод главного движения, то командой SUR можно задать скорость резания и на протяжении всей обработки или до задания нового значения скорость не будет меняться, асистема будет высчитывать и изменять частоту вращения для поддержания заданной скорости резания.








