 2015-04-12
2015-04-12 29368
29368БАЗЫ И ОПОРНЫЕ ТОЧКИ. ПОЗИЦИОННЫЕ СВЯЗИ И БАЗИРОВАНИЕ
Для правильной работы каждой машины необходимо обеспечить определенное взаимное расположение ее деталей и узлов.
При обработке деталей на станках заготовки также должны быть правильно ориентированы относительно механизмов и узлов станков, определяющих траектории движения подачи обрабатывающих инструментов (направляющих суппортов, фрезерных и резцовых головок, упоров, копировальных устройств и др.). Погрешности формы и размеров обработанных заготовок определяются отклонениями положений режущих кромок и заготовок от траектории заданною формообразующего движения. Задачи взаимной ориентировки деталей и сборочных единиц в машинах при их сборке и заготовок на станках при изготовлении деталей решаются их базированием.
В общем случае базированием называется придание заготовке гит изделию требуемого положения относительно выбранной системы координат. Применительно к проектированию или сборке под базированием понимают придание детали или сборочной единице требуемого положения относительно других деталей изделия. При механической обработке заготовок на станках базированием принято считать придание заготовке требуемого положения относительно элементов станка, определяющих траектории, движения подачи обрабатывающего инструмента.
Для выполнения технологической операции требуется не только осуществить базирование обрабатываемой заготовки, но также необходимо обеспечить ее неподвижность относительно приспособления на весь период обработки, гарантирующую сохранение неизменной ориентировки заготовки и нормальное протекание процесса обработки. В связи с этим при установке заготовок «приспособлениях решаются две различные задачи: ориентировка, осуществляемая базированием, и создание неподвижности, достигаемое закреплением заготовок. Несмотря на различие этих задач, они решаются теоретически одинаковыми методами, т. е. посредством наложения определенных ограничений (связей) на возможные перемещения заготовки, (механической системы) в пространстве.
Известно, что для полного исключения подвижности твердого тела в пространстве необходимо лишить его шести степеней свободы: трех поступательных перемещений вдоль осей координат и трех вращений вокруг указанных осей. Это достигается наложением связей.
Под связями подразумеваются ограничения позиционного (геометрического) или кинематического характера, накладываемые на движение точек рассматриваемого тела (заготовки или детали). В соответствии с характером ограничений различают позиционные (геометрические) связи, ограничивающие перемещения, и кинематические связи, ограничивающие скорости. В технологии машиностроения приходится иметь дело, главным образом, с позиционными связями, не зависящими от времени и называемыми поэтому стационарными позиционными связями.
Для ориентировки призматического тела в пространстве необходимо соединить три точки a1, a2, а3 его нижней поверхности, не лежащие на общей прямой, двусторонними позиционными связями с плоскостью XOY прямоугольной системы координат (рис. 6.1).
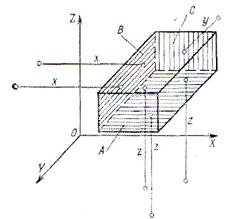
Рис. 6.1. Ориентировка призматического тела в пространстве
При этом двусторонние связи, символизируемые координатами z, могут быть представлены в виде недеформируемых стержней, сохраняющих, однако, способность скользить по плоскости XOY вдоль осей ОХ и OY, не отрываясь от нее и от нижней плоскости А призматического тела. В результате этого призматическое тело лишается трех степеней свободы, т. е., в частности, оно теряет возможность поступательного движения вдоль оси OZ и вращательного движения вокруг осей ОХ и OY. Для лишения тела еще двух степеней свободы, т. е. лишения возможности перемещений вдоль оси ОХ и поворотов вокруг оси OZ, необходимо соединить его боковую поверхность В двумя двусторонними связями (координатами х) с плоскостью YOZ. Для полной ориентировки тела в пространстве необходимо лишить его шестой степени свободы, т. е. возможности перемещения вдоль оси OY; для этого следует соединить поверхность С одной двусторонней связью у с плоскостью XOZ.
В рассмотренном случае недеформируемые стержни (координаты х, у, z) представляют собой двусторонние «идеальные связи», число которых (шесть) соответствует числу степеней свободы, отбираемых у тела при наложении связей. Шесть наложенных двусторонних позиционных связей обеспечивают заданную ориентировку тела относительно системы координат OXYZ и фиксирование тела в данном положении.
Изображенное на рис. 6.1 призматическое тело с наложенными на него двусторонними связями представляет собой по терминологии теоретической механики несвободную механическую систему. Несвободной называется механическая система (твердое тело), на движения точек которой наложены геометрические (позиционные) или кинематические связи.
В реальных условиях базирования заготовок в приспособлениях или деталей в сборных элементах машин двусторонние позиционные связи, представляемые на рис. 6.1 координатами х, у, z, заменяются непосредственным контактом соответствующих поверхностей или опорных точек заготовок и приспособлений или других деталей машин. При этом число опорных точек, обеспечивающих базирование заготовки, должно быть равным числу заменяемых ими двусторонних позиционных связей.
При установке заготовок на опорные точки приспособлений каждая из опорных точек реализует одну одностороннюю связь в пограничной конфигурации, т. е. обязательно дополняется силой (сила тяжести или прижима).
При этом под «опорной точкой» подразумевается идеальная точка контакта поверхностей заготовки и приспособления, лишающая заготовку одной степени свободы, делая невозможным ее перемещение в направлении, перпендикулярном onорной поверхноcm и.
В этом определении опорная точка названа идеальной потому, что в действительности в реальных условиях базирования материальная опорная точка приспособления в сочетании с приложенной к заготовке силой лишает заготовку не одной, а трех степеней свободы, так как не только ограничивает возможные перемещения заготовки по нормали к опорной плоскости, но и воздействием сил трения исключает возможность перемещений заготовки вдоль осей ОХ и OY.
При замене координат х, у, z (рис. 6.1) опорными точками (рис. 6.3) положение тела относительно выбранной системы координат остается полностью определенным. Опорные точки здесь отображают шесть идеальных связей (т. е. связей без трения), которые в данном случае являются односторонними и лишают тело шести степеней свободы. Пограничная конфигурация реализуется в приспособлениях созданием усилий прижима при закреплении заготовок
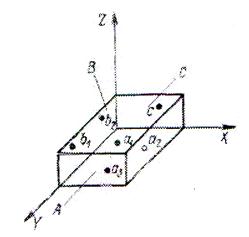 |
Рис. 6.3. Базирование призматической заготовки в приспособлении
Рассматривавшиеся ранее позиционные связи являются идеальными связями или связями без трения. Реальные связи, возникающие при базировании, всегда являются неидеальными. Неидеальную позиционную связь (т. е. связь с кулоновым трением) можно условно представить как составную, включающую соответствующую по характеру ограничений идеальную связь (одностороннюю или двустороннюю) и так называемую фрикционную связь, порождаемую трением с касательным взаимодействием в точках контакта.
Для фрикционных связей можно указать свойства, которые аналогичны односторонним связям. В частности, для реализации необходимо при помощи приложенных к телу сил создавать контактные давления в точках контакта с телами, осуществляющими связь.
Необходимо подчеркнуть, что конфигурация системы определяется наложенными на нее идеальными позиционными, а не фрикционными связями. В связи с этим при базировании (ориентировке) заготовки в приспособлении имеют значение числа и расположение идеальных опорных точек, а не фрикционных связей. Число идеальных опорных точек в приспособлении можно условно считать равным числу степеней свободы, отнимаемых у заготовки при базировании в данном приспособлении. Возникающие при установке заготовки фрикционные связи лишают ее подвижности и способствуют ее закреплению, но не участвуют в базировании заготовки.
В приспособлениях, когда на обрабатываемую заготовку накладываются односторонние связи, фрикционные связи могут создавать погрешности базирования.
Правило шести точек. Для полного базирования заготовки в приспособлении необходимо и достаточно создать в нем шесть опорных точек, расположенных определенным образом относительно базовых поверхностей заготовки.
ПОНЯТИЕ О БАЗАХ
Поверхности заготовок или деталей, используемые при базировании, называют базами.
В зависимости от числа идеальных опорных точек, с которыми база находится в контакте, и, следовательно, в зависимости от числа отнимаемых при этом степеней свободы у призматических заготовок и деталей различают установочную базу А, находящуюся в контакте с тремя опорными точками, направляющую базу В, находящуюся в контакте с двумя опорными точками, и упорную базу С имеющую контакт с одной опорной точкой (см. рис. 6.3)
Каждая из названных баз определяет положение заготовки относительно одной из плоскостей системы координат в направлении, перпендикулярном к этой базе, т. е. в направлении одной из координатных осей. Очевидно, что для полной ориентировки заготовки в приспособлении необходимо использовать комплект из всех трех баз.
Для повышения точности и надежности ориентировки заготовки и детали в качестве установочной базы принимают поверхность с наибольшими размерами, позволяющую расположить три опорные точки, лежащие не на одной прямой, на значительном расстоянии друг от друга; в качестве направляющей базы с той же целью принимают самую длинную поверхность. Для упорной базы может быть использована поверхность любых (даже самых малых) размеров при условии достаточно хорошего ее состояния и постоянства формы (отсутствие литников, заусенцев, литейных швов, линий разъема штампов и т. п.).
В связи с тем, что опорные точки создают односторонние связи, которые накладывают ограничения на перемещения тел, только тогда, когда перемещения исходят из пограничных конфигураций, возникающих обычно при приложении сил, опорные точки приспособлений дополняются прижимами, обеспечивающими постоянство контакта баз с опорными точками. При этом количество прижимов в приспособлении обычно не изменяет числа созданных связей и в расчет требуемых опорных точек не входит.
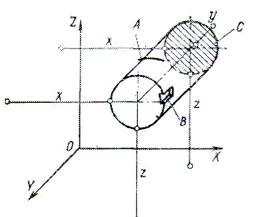
Рис. 6.5. Ориентировка длинного цилиндрического тела в пространстве
Для ориентировки длинного цилиндрического тела (l > d) в пространстве необходимо соединить его цилиндрическую поверхность А двумя двусторонними связями — координатами z с плоскостью XOY и двумя связями — координатами х с плоскостью YOZ (рис. 6.5), лишая этим тело четырех степеней свободы (возможности перемещения вдоль оси ОХ и вдоль оси OZ, атакже поворотов вокруг оси ОХ и вокруг оси OZ). Для устранения возможности перемещения тела вдоль оси 0Y необходимо соединить его торец С двусторонней связью – координатой у с плоскостью XOZ. Для лишения тела шестой степени свободы (возможности поворотов вокруг собственной оси) должна быть предусмотрена шестая двусторонняя связь в виде опорной точки, располагаемой на поверхности шпоночной канавки В.
В реальных условиях базирования четыре двусторонние связи заменяются четырьмя опорными точками, находящимися в контакте с цилиндрической поверхностью А, называемой двойной направляющей базой. Торцовая поверхность С '. па которой располагается пятая опорная точка, называется опорной базой, а шпоночная канавка В, являющаяся шестой опорной точкой, которая заменяет шестую двустороннюю связь, называется второй опорной базой.
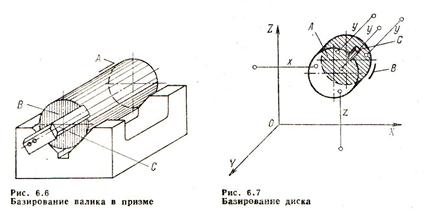
При проектировании приспособлений в случае базирования длинных цилиндрических заготовок часто используются призмы, создающие четыре опорные точки для двойной направляющей базы. При необходимости полного базирования призмы применяются в сочетании с упорами, лысками и пазами, образующими соответствующие упорные базы (рис. 6.6).
Несколько иначе следует рассматривать базы при ориентировке цилиндрических заготовок и деталей типа тонких дисков, длина которых значительно меньше диаметра. Очевидно, что в этом случае цилиндрическая поверхность уже не может выполнить функции двойной направляющей и находится в контакте с четырьмя оперными точками. С другой стороны, относительно большие размеры торцовой поверхности делают возможным размещение на ней трех опорных точек, что вносит определенность в ориентировку заготовки в пространстве.
 |
В соответствии с этим при ориентировке в пространстве короткого цилиндрического тела (типа тонкого диска) необходимо соединить его торцовую поверхность А (рис. 6.7) тремя двусторонними связями (координатами) у с плоскостью XOZ. При этом тело лишается трех степеней свободы: возможности перемещения вдоль оси OY и поворотов вокруг осей ОХ и OZ. Для лишения тела возможности перемещения вдоль осей ОХ и 0Z следует соединить его цилиндрическую поверхность В двусторонними связями, т. е. координатами х и г, с плоскостями ХОУ и YOZ; шестая двусторонняя связь, лишающая тело возможности поворотов вокруг собственной оси, параллельной оси 0Y, создается помещением опорной точки на поверхности шпоночной канавки С.
При соответствующей замене двусторонних связей опорными точками торцовая поверхность А (рис. 6.7) диска, контактирующая с тремя опорными точками, лишающими диск трех степеней свободы, называется установочной базой; цилиндрическая поверхность В, контактирующая с двумя опорными точками и соответственно отбирающими у диска две степени свободы, называется двойной опорной (или центрирующей) базой, а поверхность шпоночной канавки С. лишающая диск одной степени свободы, — опорной базой. Так же, как и при ориентировке длинных цилиндрических поверхностей, при ориентировке дисков часто бывает удобно использовать призмы.
Специфические особенности имеет ориентировка в пространстве конических заготовок и деталей.
При установке заготовки или детали по длинной конической поверхности с относительно небольшой конусностью (отверстия в шпинделях станков, конусные хвостовики режущих инструментов, конические оправки «трения») коническая поверхность лишает деталь пяти степеней свободы (перемещения вдоль всех трех осей координат и поворотов вокруг двух осей системы координат), оставляя ей только одну степень свободы — возможность поворотов вокруг собственной оси, которая может рассматриваться как третья ось системы координат. Таким образом, в этом случае коническая поверхность совмещает в себе функции двойной направляющей и опорной поверхности цилиндрической детали и может быть названа опорно-направляющей базой. Очевидно, что для полной ориентировки конической заготовки или детали в пространстве необходимо лишить ее еще одной степени свободы, разместив на одной из ее поверхностей шестую опорную точку (шпоночный паз, лыска), называемую опорной базой.
Таким образом, полное базирование длинной конусной детали, лишающее ее всех шести степеней свободы, достигается при использовании комплекта двух баз: упорно-направляющей и опорной.
При базировании заготовки по короткой конической поверхности с относительно большим углом конуса (как это имеет место при установке заготовки в центрах) условия базирования значительно меняются.
Коническая поверхность короткого центрового отверстия не в состоянии осуществлять функции направления оси заготовки, и ее возможности ограничиваются выполнением функции центрирования (аналогично цилиндрической поверхности диска, являющейся двойной опорной или центрирующей базой), а в некоторых случаях дополняются выполнением функции опорной базы. Несмотря на внешнее подобие задачи в ориентировке заготовки, роли, выполняемые левым и правым центровыми отверстиями, неодинаковы. Левое центровое отверстие, соприкасающееся с неподвижным в осевом направлении центром передней бабки, выполняет функции центрирования и определяет положение заготовки в осевом направлении. Таким образом, оно лишает заготовку трех степеней свободы (перемещения вдоль трех осей координат) и несет на себе три опорные точки. По выполняемой функции коническая поверхность переднего (левого) центрового отверстия называется опорно-центрирующей базой.
Функция заднего центрового отверстия, соприкасающегося с подвижным в осевом направлении центром задней бабки, ограничена осуществлением центрирования. Эта поверхность находится в контакте с двумя опорными точками и лишает заготовку двух степеней свободы (поворотов вокруг осей Y и Z системы координат). В соответствии с этим коническая поверхность заднего центрового отверстия называется центрирующей базой.
Следовательно, установка заготовки в центрах лишает ее пяти степеней свободы, сохраняя возможность вращения заготовки вокруг собственной оси. Очевидно, что в случае необходимости точной ориентировки положения заготовки с точки зрения ее поворота относительно оси (что бывает необходимо, например, в случае несимметричных заготовок на фрезерных станках при их установке в центрах, при нарезании многозаходных резьб и т. д.) следует использовать одну из дополнительных поверхностей заготовок в качестве опорной базы, вводя ее в контакт с шестой опорной точкой и лишая заготовку шестой степени свободы.
КОЛИЧЕСТВО БАЗ, НЕОБХОДИМЫХ ДЛЯ БАЗИРОВАНИЯ, И ИХ ОБОЗНАЧЕНИЯ В ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
Во всех рассмотренных выше примерах полной ориентировки заготовки в приспособлении или детали в сборочном элементе машины использовался комплект из нескольких (в большинстве случаев из трех) баз, обеспечивающий лишение тела всех шести степеней свободы посредством введения баз в контакт с шестью опорными точками.
Необходимо отметить, что полная ориентировка детали бывает необходима только в неподвижных соединениях деталей сборочных единиц машин. Во всех случаях подвижных соединений детали или сборочные единицы должны сохранять определенные степени свободы и создания в соединениях шести опорных точек не требуется. Например, шпиндели станков должны быть лишены пяти степеней свободы при сохранении возможности вращения вокруг своей оси; салазки суппорта станка также должны сохранять одну степень свободы, позволяющую их перемещение по направляющим, а шарик шарикоподшипника должен иметь четыре степени свободы — возможности вращения вокруг любой из трех осей координат и перемещения вдоль одной из осей, направленной по касательной к окружности беговой дорожки.
При обработке заготовок на станках и их установке в приспособлениях во многих случаях также нет необходимости в полной ориентировке заготовок с использованием всего комплекта из трех баз, контактирующих с шестью опорными точками приспособления или станка. Так при обработке плоскости призматической заготовки (рис. 6.8,а) ориентировка заготовки на станке в направлении горизонтальных осей координат для получения требуемого размера а не имеет значения, поэтому боковые поверхности заготовки теряют значение баз. В данном случае требуемая ориентировка заготовки осуществляется только одной установочной базой А, а ее боковые поверхности используются только для закрепления и в базировании заготовки не участвуют.
Для получения у заготовки двух размеров (например, a и b на рис. 6.8.,б) возникает необходимость ее ориентировки не только с помощью установочной базы - поверхности А, но также, изображенном на рис. 6.8., в, когда требуется обеспечить выполнение трех размеров а, b, с, для ориентировки заготовки необходимо использование всего комплекта из трех баз. т.е. поверхностей А, В, С.
При обработке цилиндрических заготовок для их базирования во многих случаях тоже нет необходимости в использовании комплекта всех трех баз.
При сквозном сверлении и растачивании заготовки, закрепленной в патроне, используется только одна двойная направляющая база А, находящаяся в контакте с четырьмя опорными точками (рис. 6.8., г). При растачивании ступенчатого отверстия, когда выдерживается линейный размер а, необходимо использовать две базы: двойную направляющую А и опорную - С (рис. 6.8., д).
При установке валиков в центрах (для обточки на токарных станках или наружного шлифования) они базируются по коротким крутым конусам центровых отверстий и, как указывалось ранее, с помощью пяти опорных точек (рис. 6.8., е) лишаются пяти степеней свободы. При этом у валиков сохраняется шестая степень свободы - возможность вращения вокруг собственной оси, необходимая для осуществления обработки. При этом следует подчеркнуть, что обычно используемый в подобных случаях хомутик отнюдь не является шестой опорной точкой, так как он не участвует в базировании заготовки и не ориентирует ее положения созданием определенных углов ее поворота вокруг оси, а служит только для передачи заготовке вращения.
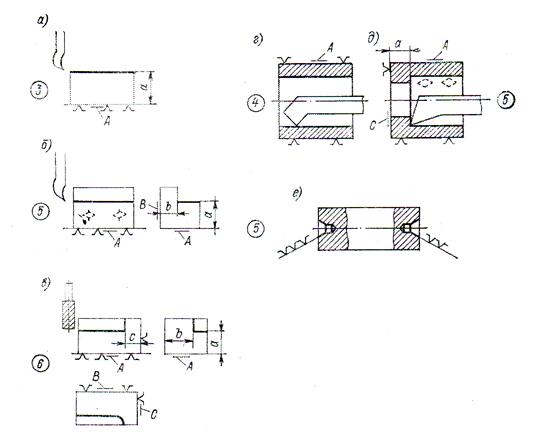
Рис. 6.8. Обработка заготовок при использовании одной (а, г), двух (д, б, е) и трех (в) ба з
В зависимости от технологической задачи, решаемой при обработке заготовки, при ее базировании в приспособлении или на станке могут быть использованы одна, две или три базы, несущие на себе в общей сложности три, четыре, пять или тесть опорных точек.
На рис. 6.8. цифрами в кружках показано число степеней свободы, отнимаемое у заготовки при базировании по разным схемам.
При проектировании технологических операций (после уточнения технологической задачи и количества необходимых для ее выполнения баз и идеальных опорных точек) на операционном эскизе изображается так называемая «теоретическая схема базирования».
Теоретическая схема базирования представляет собой схему расположения на технологических базах заготовки идеальных опорных точек и условных точек. символизирующих позиционные связи заготовки с принятой системой координат (опорные поверхности приспособлений, координатные плоскости станка и т. n.). При этом на контурных линиях поверхностей заготовок, принятых в качестве технологических баз, проставляются условные обозначения идеальных точек контакта заготовок и приспособлений, которые лишают заготовку соответствующего числа степеней свободы.
Опорная точка обозначается символами - для вида сбоку и для вида сверху. На скрытых базах заготовки (осевые линии, плоскости симметрии) наносятся аналогичные обозначения уловных точек, символизирующих позиционные связи заготовок с принятой системой координат.
В случае необходимости, когда направление и место приложения зажимною усилия принципиально важны для качественного выполнения проектируемой операции (например, осевой зажим тонкостенной втулки при ее расточке), на теоретических схемах могут быть показаны не только опорные точки на базах, но и места приложения и направления усилий зажимов.
СКРЫТЫЕ (УСЛОВНЫЕ) БАЗЫ
В большинстве случаев сборки и механической обработки определенность положения детали в собираемом узле или обрабатываемой заготовки в приспособлении, т. е. их базирование, осуществляется непосредственно контактом из базовых опорных поверхностей с соответствующими поверхностями других деталей узла или приспособления.
Однако во многих случаях проектирования бывает удобно определить на чертежах взаимное расположение отдельных деталей в узлах и расположение отдельных поверхностей деталей и заготовок не по их поверхности, а по некоторым воображаемым плоскостям, линиям или точкам (плоскость симметрии, осевая линия, биссектриса угла, центровая точка), называемым в этом случае условными или скрытыми базами. Так, взаимное расположение зубчатых колес определяется расстоянием между их осями, расстояние между призматическими направляющими станины определяется расстоянием между биссектрисами углов призм, а расположение отверстий в заготовке — их межцентровыми расстояниями.
Применение условных (скрытых) баз при проектировании тем более удобно, что позволяет исключить из расчетов неизбежные погрешности реальных поверхностей, снижающие точность базирования.
При базировании деталей собираемых узлов и обрабатываемых заготовок в подавляющем большинстве случаев используются материальные поверхности («явные» базы по ГОСТ 21495—76), однако и в этом случае для повышения точности базирования иногда применяются условные (скрытые) базы, материализуемые различными устройствами (отвесы, коллиматоры, центрирующие устройства и т. п.). В этом случае на схемах базирования изображается не только расположение идеальных опорных точек на поверхностях материальных баз, но и расположение на скрытых базах (осях, плоскостях симметрии) условных точек, символизирующих связи заготовки с избранной системой координат.
Построение теоретических схем базирования бывает целесообразным при проектировании технологических операций обработки ответственных и точных заготовок для облегчения расчетов ожидаемых погрешностей взаимного расположения обрабатываемых поверхностей. При этом схема базирования может служить определенной инструкцией — заданием для конструктора приспособления по созданию его целесообразной конструкции.
БАЗИРУЮЩАЯ РОЛЬ НАПРАВЛЕННЫХ ЗАЖИМОВ
Ранее указывалось, что зажимы, прикладываемые к заготовке при ее закреплении, создают фрикционные связи и, обеспечивая неподвижность заготовки, не участвуют в ее базировании и не изменяют число отнимаемых от заготовки степеней свободы. Это справедливо применительно к обычным «свободным» зажимам, т. е. к зажимам типа прихватов, эксцентриков, винтов и т. п. Однако при использовании несвободных зажимов, совершающих вполне определенное и точно направленное движение, а также при применении самоцентрирующих зажимов и устройств они могут налагать на заготовку позиционные связи, т. е. базировать заготовку, лишая ее соответствующего числа степеней свободы, которое зависит от размеров и формы прижимной поверхности.
Когда заготовка помещается на неподвижную базирующую плоскость, то она лишается трех степеней свободы.
Если базирующая плоскость не является неподвижной, а представляет собой торцовую поверхность ползуна прижима, перемещающегося по направляющим параллельно оси Z, то связь, ограничивающая перемещения вдоль этой оси, оказывается снятой, и заготовка при базировании на торце подвижного ползуна лишается только двух степеней свободы.
Если базовую плоскость разместить на поверхности промежуточной детали — качалке, ось вращения которой укреплена на ползуне параллельно оси Y, то базовая плоскость приобретает еще одну степень свободы — возможность поворота вокруг оси Y. В результате (при такой конструкции зажима) базируемая заготовка лишается при закреплении только одной степени свободы (возможности поворота вокруг оси Х).
При замене качалки сферической опорой прижим не накладывает на заготовку никаких дополнительных связей и функционирует как свободный зажим.
С помощью направленных зажимов может быть достигнуто центрирование положения заготовок в приспособлениях.
УСТАНОВКА ЗАГОТОВОК В ПРИСПОСОБЛЕНИЯХ
Процесс установки заготовок в приспособлениях или на станках состоит из их базирования (ориентировки) и закрепления.
Ранее указывалось, что для точной обработки заготовки необходимо осуществить ее правильное расположение по отношению к устройствам станка, определяющим траектории движения подачи обрабатывающего инструмента; обеспечить постоянство контакта баз с опорными точками и полную неподвижность заготовки относительно приспособления в процессе ее обработки. Первая задача решается технологом при создании теоретической схемы базирования заготовки, определяющим необходимое для решения данной технологической задачи число и расположение идеальных связей и опорных точек, а также устанавливающим соответствующие базовые поверхности заготовки.
При проектировании приспособления конструктор по оснастке обязан предусмотреть создание и расположение опор для базирования заготовки в точном соответствии с теоретической схемой базирования, созданной технологом.
При оформлении рабочей технологической документации (операционные карты) для упрощения и сокращения работы технолога рекомендуется вместо теоретических схем базирования наносить на операционные эскизы условные обозначения опор, зажимов и установочных устройств, соответствующих ГОСТ 5.1107—81 (табл. 6.1), которые материализуют в реальных приспособлениях идеальные опорные точки.
В необходимых случаях в операционных эскизах для обозначения базовых поверхностей также допускается применение обозначения.
Для упрощения эскиза раздельное изображение нескольких одноименных опор или опорных точек, расположенных на одной базирующей поверхности, для вида сбоку может быть заменено одним символом с указанием справа от него количества одноименных опор, необходимых для ориентировки данной поверхности в виде
 |
Обозначения опор для вида сверху наносятся на эскизах отдельно друг от друга в соответствии с принятым их размещением.
Вторая задача, т. е. обеспечение контакта базовых поверхностей заготовки с опорными точками приспособления и полной неподвижности заготовки относительно приспособления в процессе ее обработки, решается при конструировании приспособления созданием необходимых зажимных устройств. В отличие от базирования заготовки, когда на нее накладывается различное число связей и она лишается трех, четырех, пяти или шести степеней свободы, во всех случаях закрепления заготовка должна быть лишена всех шести степеней свободы.
КОНСТРУКТОРСКИЕ, ИЗМЕРИТЕЛЬНЫЕ И ТЕХНОЛОГИЧЕСКИЕ БАЗЫ
В общем случае базой называется поверхность, линия или точка детали, по отношению к которой ориентируются другие детали изделия или другие поверхности данной заготовки при их конструировании, сборке, механической обработке или измерении. По своему назначению и области применения в машиностроении базы подразделяются на конструкторские, измерительные и технологические, используемые при сборке или при механической обработке.
Конструкторская база — это база, используемая для определения положения детали или сборочной единицы в изделии (ГОСТ 21495—76). В обычной практике конструкторской работы конструкторской базой называется поверхность, линия или точка детали, по отношению к которым определяются на чертеже расчетные положения других деталей или сборочных единиц изделия, а также других поверхностей и геометрических элементов данной детали.
Конструкторские базы подразделяются на основные и вспомогательные. Основной называется конструкторская база, принадлежащая данной детали или сборочной единице, используемая для определения ее положения в изделии Конструкторская база, принадлежащая данной детали или сборочной единице, используемая для определения положения присоединяемого к ней изделия. называется вспомогательной базой (ГОСТ 21495—76).
Измерительной базой называется поверхность, линия или точка, от которых производится отсчет выполняемых размеров при обработке или измерении заготовок, а также при проверке взаимного расположения поверхностей деталей или элементов изделия {параллельности, перпендикулярности, соосности и др.).
При использовании в качестве измерительных баз материальных поверхностей изделий проверку производят обычными прямыми методами измерения; при использовании геометрических элементов (биссектрис углов, осевых линий, плоскостей симметрии и других условных или «скрытых» баз) измерительные базы материализуются с помощью вспомогательных деталей (штырей, пальцев, натянутых струн, отвесов), оптических установок (коллиматоров) и других устройств.
Технологическая база — это база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта (ГОСТ 21495—76).
Технологической базой, используемой при сборке, называется поверхность, линия или точка детали или сборочной единицы, относительно которых ориентируются другие детали или сборочные единицы изделия.
Технологической базой, используемой при обработке заготовок на стайках, называется поверхность, линия или точка заготовки, относительно которых ориентируются ее поверхности, обрабатываемые на данном установе.
В качестве технологических баз используют также разметочные линии и точки, нанесенные на материальные поверхности заготовок для выверки положения последних относительно устройств станка, определяющих траекторию движения режущих инструментов.
По особенностям применения технологические базы, используемые при механической обработке, подразделяются на контактные, настроечные и проверочные.
Контактными базами называются технологические базы, непосредственно соприкасающиеся с соответствующими установочными поверхностями приспособления или станка.
При обработке заготовок по принципу автоматического получения размеров требуемую точность можно обеспечить сравнительно легко посредством настройки станка относительно контактных технологических баз заготовки или соприкасающихся с ними опорных поверхностей приспособлений.
Контактные технологические базы, обеспечивающие необходимую точность обработки партии заготовок на настроенных станках и не требующие трудоемкой настройки станка, широко применяются в крупносерийном производстве.
Контактные технологические базы очень часто используются при сборке узлов и сборочных элементов (сборка валов с подшипниками, соединение салазок-суппортов с направляющими станины и т. п.).
Настроечные базы. Для осуществления настройки станка относительно определенных поверхностей заготовки необходимо, чтобы эти поверхности занимали на станке при смене заготовок неизменное положение относительно упоров станка, определяющих конечное положение обрабатывающего инструмента. К таким поверхностям относятся опорные поверхности заготовки, что и предопределяет широкое их использование в крупносерийном производстве в качестве опорных технологических баз. Такими же поверхностями являются поверхности, образуемые на заготовке при данном установе и связанные с другими обрабатываемыми поверхностями непосредственными размерами.
Настроечной базой называется поверхность заготовки, по отношению к которой ориентируются обрабатываемые поверхности, связанная с ними непосредственными размерами и образуемая при одном установе с рассматриваемыми поверхностями заготовки.
Настроечная база обычно связана непосредственным размером с опорной базой заготовки.
При построении операции обработки с использованием настроечной базы опорная поверхность заготовки является технологической базой для получения линейных размеров только при обработке самой настроечной базы, с которой она связана непосредственным размером.
В зависимости от конфигурации и предъявляемых к ней требований заготовка может иметь несколько настроечных баз одного направления размеров, что в известной степени затрудняет настройку станка, однако создает возможность непосредственной простановки размеров между поверхностями, взаимное расположение которых важно для готового изделия.
К методу работы по настроечной базе относятся различные способы расточки нескольких отверстий с точным взаимным расположением их осей и другие операции, при которых режущий инструмент перемещается от одной обработанной поверхности заготовки к другой на требуемое по чертежу расстояние с помощью специальных шаблонов, отсчетных устройств станка или согласно заданной программе. Очевидно, что в подобных случаях можно использовать несколько настроечных баз разных направлений. Применение настроечных технологических баз значительно расширяет возможности простановки размеров на чертежах заготовок, так как позволяет устанавливать размеры без повышения их точности не только непосредственно от опорных поверхностей, но и от измерительных баз, которые можно использовать в качестве настроечных баз.
Настроечные базы способствуют упрощению конструкции приспособлений, концентрации операций технологического процесса и сокращению общего числа операций, а также дают возможность производить промеры заготовок непосредственно на станке. Некоторое усложнение наладки станка, связанное с использованием настроечной базы, компенсируется в крупносерийном производстве указанными преимуществами применения этих баз.
Особенно ярко выявляются преимущества настроечных баз при использовании автоматов, многорезцовых станков, станков с копировальными устройствами, станков с числовым программным управлением и обрабатывающих центров, которые требуют создания сложных концентрированных операций, а также при многопозиционной обработке.
Опорная и настроечная технологические базы получили широкое распространение в крупносерийном производстве при настройке станков, работающих по методу автоматического получения размеров. Известно, что при установке заготовки в приспособлениях на опорной базе всегда возникает погрешность закрепления, являющаяся одной из причин рассеяния размеров заготовок, которые проставлены от опорных баз, и увеличивающая общую погрешность обработки. При использовании настроечных баз погрешность закрепления заготовок на точность размеров, проставленных от этих баз, не влияет.
Проверочные технологические базы. При обработке заготовок в условиях серийного и единичного производства, а также при сборке точных соединений и машин широко используются проверочные базы.
Проверочной базой называется поверхность, линия или точка заготовки или детали, по отношению к которым производится выверка положения заготовки на станке или установка режущего инструмента при обработке заготовки, а также выверка положения других деталей или сборочных единиц при сборке изделия.
Проверочная технологическая база, применяемая при сборке или при механической обработке, может быть материальной («явная» база) или условной («скрытой»). В последнем случае она материализуется с помощью отвесов, ватерпасов, оптических коллиматоров и других устройств.
ИСКУССТВЕННЫЕ ТЕХНОЛОГИЧЕСКИЕ БАЗЫ
Если конфигурация заготовок не дает возможности выбрать технологическую базу, позволяющую удобно, устойчиво и надежно ориентировать и закрепить заготовку в приспособлении или на станке, то прибегают к созданию искусственных технологических баз. К категории искусственных технологических баз относятся также такие технологические базы, которые в целях повышения точности базирования обрабатываемой заготовки в приспособлении предварительно обрабатываются с более высокой точностью, чем это требуется для готового изделия по чертежу.
Характерным примером искусственных технологических баз могут служить центровые отверстия, не требующиеся для готового вала и необходимые исключительно из технологических соображений. Когда сохранение центровых отверстий по условиям эксплуатации вала недопустимо, после его обработки их срезают. Если центровые отверстия используются при эксплуатации детали и являются конструктивно необходимыми, то они не могут рассматриваться как искусственные технологические базы.
При механической обработке крупногабаритных турбинных лопаток в качестве технологической базы часто используют хвостовик лопатки и прилив-бобышку, специально созданную для облегчения установки лопатки в приспособлениях. После механической обработки лопаток бобышки отрезают.
ДОПОЛНИТЕЛЬНЫЕ ОПОРНЫЕ ПОВЕРХНОСТИ
Для полного определения положения заготовки в приспособлении теоретически необходимо создать шесть опорных точек. В этом случае положение заготовки в приспособлении является статически определенным. Однако при установке обрабатываемой заготовки, отличающейся малой жесткостью и большими размерами, по шести опорным точкам иногда происходит ее деформация под действием силы тяжести и усилий резания, исключающая возможность достижения требуемой точности обработки. В подобных случаях технолог вынужден использовать дополнительные опорные поверхности, несущие на себе дополнительные опорные точки (сверх шесты теоретически необходимых). При этом положении заготовка становится статически неопределенной и ее точность теряется.
Дополнительные опорные поверхности могут быть естественными, т. е. полученными в процессе обработки заготовки в соответствии с требованиями чертежа, или искусственными, созданными на заготовке специально для ее установки и закреплении в приспособлении (всевозможные дополнительные центровые отверстия, выточки под люнеты, специальные приливы и бобышки и т. п.).
Использование искусственных технологических баз и дополнительных опорных поверхностей обычно повышает общую трудоемкость обработки и часто приводит к дополнительному расходу металла.
НАЗНАЧЕНИЕ ТЕХНОЛОГИЧЕСКИХ БАЗ
От правильности решения вопроса о технологических базах в значительной степени зависят: фактическая точность выполнения линейных размеров, заданных конструктором; правильность взаимного расположения обрабатываемых поверхностей; точность обработки, которую должен выдержать рабочий при выполнении запроектированной технологической операции; степень сложности и конструкция необходимых приспособлений, режущих и мерительных инструментов; общая производительность обработки заготовок.
При автоматизации производства, развитии гидрокопировальных устройств и применении станков с числовым программным управлением (в том числе обрабатывающих центров) значение правильного выбора технологических баз еще более возрастает, так как все эти виды обработки основываются на принципе автоматического получения размеров, в котором технологическая база является одним из основных составляющих элементов.
В связи с этим вопрос о выборе технологических баз решается технологом в самом начале проектирования технологического процесса одновременно с вопросом о последовательности и видах обработки отдельных поверхностей заготовки. При этом назначение технологических баз начинается с выбора технологической базы для выполнения первой операции.
НАЗНАЧЕНИЕ БАЗ ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ
Технологическая база, используемая при первом установе заготовки, называется черновой технологической базой.
Черновая технологическая база (так же как и базы, применяемые для остальных операций технологического процесса) может быть контактной или проверочной, однако ее назначение имеет некоторые особенности.
В качестве черновой технологической базы следует выбирать поверхность, относительно которой при первой операции могут быть обработаны поверхности, используемые при дальнейших операциях как технологические базы (т. е. черновая база — это база для обработки чистовых баз).
Для обеспечения точности базирования и надежности закрепления заготовки в приспособлении черновая база должна иметь достаточные размеры, возможно более высокую степень точности (правильность и постоянство формы и взаимного расположения баз различных заготовок) и наименьшую шероховатость поверхностей.
Черновая база должна использоваться при обработке заготовки только один раз — при выполнении первой операции. Все последующие операции и установи! заготовки необходимо осуществлять на обработанных базовых поверхностях. Исключением могут быть случаи обработки особо точных заготовок, полученных литьем под давлением, точным прессованием, калиброванием, или случаи обработки заготовок, установленных на приспособлениях-спутниках.
Если с одной из обрабатываемых поверхностей желательно снять минимальный припуск, то эта поверхность должна быть использована в качестве черновой базы при первой операции обработки.
Для обеспечения равномерности припусков внутренних поверхностей (отверстий, внутренних полостей коробчатых заготовок и т. п.) в качестве черновых баз рекомендуется использовать эти внутренние поверхности.
ПРИНЦИП СОВМЕЩЕНИЯ (ЕДИНСТВА) БАЗ
При назначении технологических баз для точной обработки заготовки в качестве технологических баз следует принимать поверхности, которые одновременно являются конструкторскими и измерительными базами детали, а также используются в качестве баз при сборке изделий.
При совмещении технологических, конструкторских и измерительных баз обработка заготовки осуществляется по размерам, проставленным в рабочем чертеже, с использованием всего поля допуска на размер, предусмотренного конструктором.
Если технологическая база не совпадает с конструкторской или измерительной базой, технолог вынужден производить замену размеров, проставленных в рабочих чертежах от конструкторских и измерительных баз более удобными для обработки технологическими размерами, проставленными непосредственно от технологических баз. При этом происходит удлинение соответствующих размерных цепей заготовки и поля допусков на исходные размеры, проставленные от конструкторских баз, распределяются между вновь введенными промежуточными размерами, связывающими технологические базы с конструкторскими базами и с обрабатываемыми поверхностями. В конечном счете это приводит к ужесточению допусков на размеры, выдерживаемые при обработке заготовок, к удорожанию процесса обработки и понижению его производительности.
Вторым важным принципом, которым следует руководствоваться при назначении баз, является принцип постоянства баз.
ПРИНЦИП ПОСТОЯНСТВА БАЗ
Принцип постоянства баз заключается в том, что при разработке технологического процесса необходимо стремиться к использованию одной и топ же технологической базы, не допуская без особой необходимости смены технологических баз (не считая смены черновой базы).
Сохранение постоянной технологической базы при обработке заготовок на различных операциях снижает погрешности взаимного расположения обрабатываемых поверхностей, однако на практике встречаются случаи, когда выполнение этого требования приводит к чрезмерному усложнению конструкции приспособлений и их удорожанию. В этих случаях технолог вынужден заменять технологические базы, выбирая наиболее удобные и производя соответствующие расчеты увеличения погрешности взаимного расположения обрабатываемых поверхностей.
При разработке технологического процесса обработки крупных и точных заготовок единичного производства, когда затраты времени на их установку и выверку составляют лишь незначительную часть основного времени обработки заготовки, а изготовление крупных и сложных специальных приспособлений, необходимых при использовании настроечных и опорных технологических баз, экономически не оправдывается, допускается применение проверочных технологических баз.
В обычных условиях крупносерийного производства проверочные технологические базы следует использовать только в виде исключения при обработке особо точных заготовок и сборочных единиц, когда их высокая точность не может быть достигнута с помощью других разновидностей технологических баз.
При работе с новейшими измерительными и управляющими устройствами, ускоряющими и автоматизирующими выверку положения заготовок на станках, применение проверочных баз становится рациональным не только при серийном, но и массовом производстве, особенно в случае необходимости достижения высокой точности расположения обрабатываемых поверхностей.
При построении технологического процесса по принципу дифференциации операций, когда изготовление заготовки производится с помощью большого числа простых операций, состоящих из одного-двух переходов, осуществляемых одиночным инструментом, удобнее всего использовать контактные технологические базы. Необходимо при этом следить за тем, чтобы погрешность установки заготовки в предусмотренном технологическим процессом приспособлении, непосредственно входящая в состав общей погрешности выполнения размеров, проставленных от опорных технологических баз, не была чрезмерно велика и невызывала необходимости значительного повышения требований к точности выполнения размеров и соответствующего усложнения и удорожания обработки.
Для повышения точности и создания определенности ориентировки заготовки в приспособлении с помощью опорных технологических баз в качестве базирующих поверхностей следует выбирать поверхности простейшей формы (плоскости, цилиндрические поверхности), точность обработки которых всегда бывает наиболее высокой.
Использование для базирования заголовок сложных контуров может оказаться целесообразным только для неточных заготовок, так как всегда имеющиеся погрешности взаимного расположения отдельных элементов фасонных контуров и неточности размеров этих элементов вносят дополнительную погрешность и неопределенность в установку заготовок.
Число технологических баз должно быть достаточным для такой ориентировки заготовок, при которой обеспечивается автоматическое получение всех размеров, выдерживаемых при данной операции. В зависимости от числа и направления выдерживаемых при данной операции размеров можно использовать одну, две или три базы; при этом заготовка лишается соответственно трех, четырех, пяти или шести степеней свободы. Увеличение числа баз усложняет конструкцию приспособлений, что приводит к возрастанию стоимости их изготовления и снижению эффективности их эксплуатации.
В связи с этим следует ограничиваться наименьшим числом технологических баз, которое, однако, должно быть достаточным для обеспечения выполнения всех заданных размеров.

