 2015-04-12
2015-04-12 3775
3775Если при дефектации корпусных деталей арматуры обнаружены дефекты – они подлежат исправлению. Метод устранения дефекта указывается в нормативно-технической документации и зависит от вида, размеров и места его расположения.
Так чрезмерный износ посадочных поверхностей неразъемных корпусных деталей может быть устранен механическим способом – расточкой отверстия с последующей установкой ремонтной втулки.
Недопустимые дефекты посадочных поверхностей разъемных корпусных деталей (корпус-крышка и т.д.) могут быть устранены наплавкой с последующей механической обработкой.
Если на поверхности литой детали после удаления дефекта глубина выборки не превышает 10% от толщины стенки, то производится зачистка кромок с обеспечением плавного перехода к основной поверхности без последующей заварки и без согласования с заводом-изготовителем.
На необрабатываемых поверхностях основного металла корпусных деталей допускаются без исправления следующие дефекты:
Раковины глубиной и диаметром от 3÷5мм, но не более 10% толщины стенки и в количестве не более 2шт. Раковины глубиной и диаметром до 3мм – не более 8 шт. На площади, равной 1000см2, расстояние между дефектами не менее 50мм. Поверхностно-ситовидная пористость, выступы, впадины глубиной до 5% толщины стенки, но не более 5мм, протяженностью до 200мм, местные выборки мелких поверхностных дефектов глубиной до 5% толщины стенки, но не более 5мм.
Выборку дефектов можно производить разными способами:
Ø механическим (абразивным инструментом, резанием, вырубкой с последующей шлифовкой);
Ø воздушно-дуговой или плазменно-дуговой (с последующей механической обработкой).
Выборку трещин выполняют следующим образом:
Ø зачищают дефектную поверхность механическим способом;
Ø определяют границы трещин (травлением, цветной дефектоскопией) и рассверливают ее концы;
Ø удаляют дефектный металл с помощью слесарного и абразивного инструмента (начало и конец выборки следует смещать на 15÷20мм от засверленных отверстий в здоровый металл.
Размеры и форма выборки должна обеспечивать свободный доступ электрода к завариваемой поверхности (форма выборки должна быть указана в нормативно-технической документации, и согласно формы должен быть изготовлен шаблон для контроля выборки) (см.рис.43).
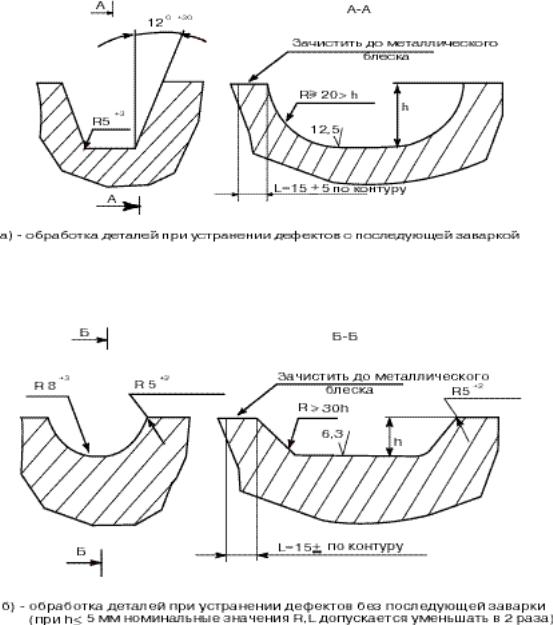 |
Выполненные выборки должны быть подвергнуты визуальному контролю. Выборки при исправлении трещин, непроваров и дефектов выявленных при капиллярном или магнитопорошковым контроле, должны подвергаться капиллярному или магнитопорошковому контролю (допускается контроль травлением, после которого оставшиеся трещины будут видны в виде черных полосок).
Рисунок 43 – Обработка деталей при устранении дефектов (трещин).
При дефекте глубиной более 10% толщины стенки выборки необходимо заваривать. Возможны три способа ремонтной заварки:
Ø холодный без подогрева и термической обработки;
Ø полугорячий с предварительным и сопутствующим подогревом и последующим после заварки фальшподогревом (или без него);
Ø горячий с предварительным и сопутствующим подогревом и последующей после заварки термообработкой.
Способ, режимы заварки, термообработки и методы контроля должны быть указаны в нормативно-технической документации на ремонт.
Дефекты сварных швов в корпусных деталях удаляют выборкой с последующей заваркой и зачисткой в соответствии требований О.П. Контроль сварных швов выполняют в соответствии с требованиями ПК.
Дефекты обычно заваривают электродуговым методом с применением электродов УОНИ 13/45; ОЗС-4; ОЗС-6; АНО-6 для отливок из углеродистых сталей 15Л, 20ЛН и 25Л. Наиболее качественная заварка углеродистых сталей обеспечивается в защитной среде углекислого газа, а аустенитных при использовании аргонодуговой сварки. При исправлении дефектов на литых деталях из аустенитной стали аргонодуговой сваркой рекомендуются марки присадочной проволоки Св-06Х19Н9Т и Св-08Х19Н10Б. Вероятные дефекты корпуса задвижки, методы их обнаружения и рекомендуемые способы устранения приведены в таблице 9.1.
Таблица 9.1 - Дефекты корпуса задвижки с вваренными в корпус седлами и способы их устранения.
| Наимен. детали, сбороч. единицы | Возможный дефект | Методика контроля | Технические требования | Рекомендуемый способ устранения дефекта |
| Уплотни-тельная поверх-ность седел | Задиры, коррозионные или эрозионные разрушения, механическое изнашивание, вмятины и трещины | Визуальный контроль уплотнит. поверхностей производить требованиям с применением лупы 4-х и 7-ми кратного увеличения | Плотность в любом месте не менее 0,8 ширины должны соответствовать конструкторской документации | Дефекты глубиной до 1 мм на уплотнительных поверхностях удалить шабрением с последующей шлифовкой и притиркой. Дефекты глубиной более 1 мм удалить путем выборки наплавленного слоя до основания металла. Наплавку уплотнительной поверхности седел произвести электродами ЦН-6 П ГОСТ 10051-75 с подогревом до 350о С и последующим медленным охлаждением в сухом песке в случае, если объем выборок не более 8 см3 в соответствии с ОСТ 5.5166-75, с последующей притиркой и шлифовкой |
|
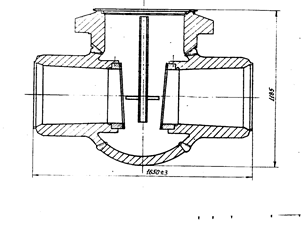
| Корпус | Трещины, усадочные раковины, коррозионные и эрозионные разрушения, задиры, вмятины основного металла корпуса задвижки | Внешний осмотр произвести с применением лупы ЛАЗ-10. Проверить на отсутствие дефектов цветной дефектоскопией | После зачистки на внутренней и наружной поверхностях допускаются без заварки местные углубления до 5 мм при расстоянии между близлежащими кромками не менее 100 мм, при этом обеспечить плавный переход от кромок углубления к основной поверхности. Технические требования должны соответствовать требованиям конструкторской документации. Допускаются без исправления на необрабатываемых поверхностях основного металла корпусных составных частей следующие дефекты: Ø раковины глубиной и диаметром до 5 мм, но не более 10% толщины стенки в количестве не более 2-х штук, глубиной и диаметром до 3-х мм не более 8 штук на площади 100 см2, расстояние между дефектами не менее 50 мм; пористость, выступы, впадины высотой и глубиной до 5% толщины стенки, но не более 5 мм | Дефекты основного металла в корпусных составных частях превышающие по своей величине и количеству дефекты, указанные в технических требованиях, восстанавливаются выборкой дефектного металла с последующей заваркой. Заварку дефектных мест основного металла производить в соответствии с технологической инструкцией ТИ-06-43-80 (ЧЗЭМ) |
| Сварные швы | Трещины, усадочные раковины, подрезы, эрозионный износ и пр. | Определение расположения, конфигурации, размеров и характера дефектов подлежащих | Требования, предъявляемые к сварным швам в п. 6 ПНАЭ Г-7-009-89 | Выборка дефектов сварных соединений под заварку проводится механическим способом: фрезеровкой, вырубкой пневматическим зубилом, абразивной обработкой. |
| ремонту, осуществляется следующими методами: - визуальный контроль (производить для выявления дефектов любых видов износа в сварных швах с применением лупы 4-х и 7-кратного увеличения); - магнитная дефектоскопия; - просвечивание или цветная дефектоскопия. Контроль сварных швов производить в соответствии с ПНАЭ Г-7-010-89 и картой контроля | Исправлению подлежат все дефекты сварных швов, наличие или размеры которых не допускаются требованиями ПНАЭ Г-7-010-89 Форма разделки дефектных мест должна обеспечивать возможность качественной заварки выборки. Стенки разделанных участков должны иметь плавный переход к основанию. Угол разделки кромок должен быть не менее 10о. Ширина разделки у основания должна быть 2 мм, где - диаметр применяемого для заварки электрода. Прилегающие к выборке поверхности должны быть зачищены до металлического блеска на ширину не менее 20 мм по периметру выборки | Допускается удаление дефектных участков воздушно-дуговой строжкой и последующей зачисткой абразивным инструментом на глубину не менее 2 мм для сталей аустенитного класса. Заварку дефектных мест производить электродами ЭА-400/109 в соответствии с ТИ-06-54-81. Электроды прокалить в течение 2-х часов при температуре 120-150о С. После окончания сварочных работ сварное соединение должно остыть на спокойном воздухе, или подвергнуто термической обработке, если этого требует технологический процесс на сварку ремонтируемого шва. | ||
| Уплотни-тельная поверхность корпуса | Риски, забоины, задиры, заусенцы. Нарушение геометрии профиля | Визуальный контроль с применением лупы 4-х.,7-кратного увеличения. Контролировать глубину и | Отсутствие рисок, забоин, задиров, заусенцев, вмятин. Непараллельность торцевых поверхностей уплотнительных канавок не более 0,1 мм. Вид обработки дефектов - точение (лезвийная обработка). Различие в глубине канавок (замер с помощью | Исправление дефектных мест уплотнительных поверхностей для восстановления уплотняющих свойств производить методом наплавки с последующей механической обработкой наплавленных мест. Наплавку производить ручной или автоматической сваркой в |
| уплотнительных канавок | профиль уплотнительных канавок шариком Æ6 мм | шарика Æ6 мм), не должно быть более 0,2.- 0,4 мм. Прилегание по плоскости не менее 0,8 ширины уплотнительной поверхности | соответствии с ПНАЭ Г-7-009-89 |
Контрольные вопросы:
1 Какие способы используются для восстановления изношенных деталей?
2 Какой принцип заложен при замене одной или двух сопрягаемых деталей?
3 Какой недостаток свободных ремонтных размеров?
4 В какой последовательности устраняют коробление детали после сварки?
5 Как готовят поверхность детали под металлизацию?
6 Какие электролитические способы восстановления и упрочнения деталей нашли широкое применение при ремонте арматуры?
7 Что такое обжиг?
8 Что такое закалка?
9 Что такое цементация?
10 Что такое азотирование?
11 Какими методами исправляют дефекты корпусных деталей в зависимости от их вида, размеров и места расположения?
12 Какие способы ремонтной заварки возможны?
13 В каком случае производится выборка дефекта литой детали без заварки?
14 Каким способом следует удалять дефекты?
15 В какой последовательности производят выборку трещин?
16 Как определяют правильную форму выборки?
17 Какими методами производится контроль выборки при исправлении дефектов?
18 При каких условиях должна производиться заварка дефектов литых деталей?

