 2015-04-30
2015-04-30 860
860Выбор материала производят, исходя из требования к прочностным показателям тары, при которых обеспечивается сохранность упаковываемого продукта, требований к внешнему виду тары, к качеству и способу нанесения изображения, к виду и технологии выполнения отделочных процессов, к технологии и оборудованию для механической формообразующей обработки, склеивания и фальцевания.
В производстве складных коробок и ящиков применяют картон и гофрокартон.
Картон
Картон является многослойным материалом с ярко выраженной анизотропией свойств. Для анализа характеристик картона, определяющих степень соответствия перечисленным выше требованиям к конструкции тары, можно выделить четыре основных слоя [103,104]: поверхностный, промежуточный, прослойку и внутренний (или оборотный). По-
Глава 8
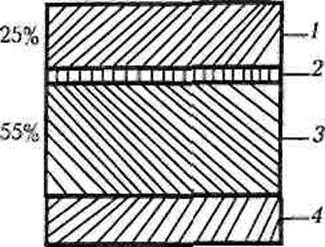 верхностный (или лицевой) слой вместе с промежуточным составляют около 25% от общей толщины картона, прослойка — около 55%, внутренний слой — около 20% (рис. 8.10).
верхностный (или лицевой) слой вместе с промежуточным составляют около 25% от общей толщины картона, прослойка — около 55%, внутренний слой — около 20% (рис. 8.10).
| 20?/о |
| Рис. 8.10. Основные слои картона: 1 — поверхностный (лицевой); 2 — промежуточный; 3 — прослойка; 4 — внутренний (оборотный) |
Поверхностный слой картона предназначен для обеспечения необходимой твердости, прочности, жесткости, износостойкости, стойкости к истиранию и царапинам поверхности картона. Этот слой определяет внешний вид тары и способность воспринимать различные способы печати.
Наилучшей способностью к получению высококачественных изображений отличаются сорта картона с мелованным покрытием. Покрытие состоит из пигментов и связующего. В качестве пигментов могут применяться сульфат бария, оксид титана, белый цинк, карбонат кальция, тальк и др. Связующими могут быть казеин, дисперсии полимеров, целлюлозный клей и др. Величину мелованного слоя выражают в граммах на квадратный метр поверхности картона. Обычно она составляет от 160 до 200 г/м2. Мелованные сорта картона называют хромо-картоном (от греч. «хромо» — краска).
Для получения поверхностных слоев используют самые высококачественные полуфабрикаты, для прослойки — самые дешевые. Например, макулатуру.
Картон может поставляться в листах или рулонах. Форма поставки зависит от способа печати. Для офсетной печати необходимы листы, а для глубокой печати — рулоны [103].
В Европе в производстве тары из картона используют в основном 16 сортов картона, различающихся по качеству лицевого и внутреннего слоев, а также прослойки. Система обозначений сортов построена на различиях в составе слоев и отделке картона.
По составу слои подразделяют на не содержащие древесную массу, с малым и большим содержанием древесной массы и на серые. Не содержащие древесную массу слои состоят преимущественно из целлюлозы с незначительными примесями древесной массы, не превышающими 5%. Слои с малым содержанием древесной массы состоят из целлюлозы с древесной массой не более 30%. В слоях с большим содержанием количество древесной массы превышает 30%. Серые слои состоят из полуфабрикатов макулатуры и древесной массы или только из древесной массы [ 103].
Конструирование т ары из картона и гофрокартона ____________________________________________________ 281
Белыми называют слои из отбеленных полуфабрикатов, светлыми — из неотбеленных.
По отделке поверхности сорта картона подразделяют на три группы: литого мелования, мелованные и немелованные.
Картон литого мелования имеет особенно высокую гладкость и глянец. Это достигается благодаря тому, что мелование осуществляют одновременно с его глянцеванием, которое производят в контакте с нагретым металлическим цилиндром, имеющим зеркально полированную поверхность. Высота рельефа поверхности такого картона не превышает 0,2-0,3 мкм, тогда как у мелованных сортов она составляет более 1,0-1,5 мкм [87,94 ]. Такая структура поверхности обеспечивает наилучшее восприятие и закрепление печатных красок, а также высокий глянцевый эффект при лакировании.
Различные сорта картона в Европе обозначают заглавными буквами и цифрами. Первые буквы обозначают группу отделки поверхности, вторые буквы — состав слоев, цифры показывают группу качества.
Обозначения групп отделки поверхности картона:
СС — литого мелования;
С — мелованный;
II — немелованный.
Обозначения состава слоев картона:
2 — целлюлозный;
С — хром- и хром-эрзац;
Т — триплекс-картон;
О — дуплекс-картон.
Сорта целлюлозного картона обозначают СС2, С2,112. Этот картон самого высокого качества. Все слои на 100% состоят из отбеленной целлюлозы. Немелованный картон (112) для изготовления складных коробок не применяют.
Сорта хром-картона и хром-эрзац-картона обозначают:
СС1, СС2 — хром-картон литого мелования;
СС1, СС2 — хром-картон;
ИС1,11С2 — хром-эрзац-картон.
Хром-картон литого мелования марки СС1 имеет лицевой и оборотный слои белые, прослойку — светлую. У марки СС2 только лицевой слой белый, а прослойка и оборотный слой — светлые.
Хром-картон марки СС1 состоит из белых лицевого и оборотного слоев и серой прослойки. У марки СС2 и прослойка, и оборотный слой светлые, а белый только лицевой слой.
Хром-эрзац-картон является основой для изготовления хром-картона литого мелования, поэтому по составу слоев они не различаются. Специфический объем — не менее 1,5 см3/г. Специфическим объемом
282 Глава 8
картона называют отношение толщины (в см) к массе квадратного сантиметра (г/см2).
Триплекс-картон так называется потому, что первоначально состоял из трех слоев. На сегодня он, как и другие сорта, состоит из большого количества слоев. Триплекс-картон выпускают пяти марок:
СТ1, СТ2 — мелованный триплекс-картон;
11Т1, 1ГГ2,1)ТЗ — немелованный триплекс-картон, специфический объем 1,5см3/г.
Картон марок СТ1 и 11Т1 имеет белый лицевой слой, не содержащий древесную массу, серую прослойку и светлый оборотный слой. Марки СТ2 и 11Т2 отличаются лишь составом лицевого слоя: СТ2 не содержит древесную массу, белый; 1-ГТ2 — с малым содержанием древесной массы, белый. Марка 11ТЗ имеет серый оборотный слой.
Наличие серой прослойки является главным отличием триплекс-картона от хром-картона, у которого прослойка светлая.
Дуплекс-картон первоначально состоял из двух слоев, поэтому и получил такое название. Дуплекс-картон выпускают пяти марок:
СШ, СЭ2 — мелованный дуплекс-картон;
1Ю1,1Ю2, \]03 — немелованный дуплекс-картон, специфический объем 1Ш1 — не менее 1,5 см3/г, 1102 и 1ШЗ — не более 1,4 см3/г.
Марки СО! и 1Ю1 имеют лицевой слой белый с незначительными примесями древесной массы, прослойку и оборотный слой — серые. У марок СБ2,002 и 1ГОЗ лицевой слой белый с малым содержанием древесной массы или серый.
Наряду с названными базовыми марками картона в производстве тары применяются и специальные сорта картона, изготовленные на основе этих базовых марок. Из них можно отметить:
1) картон, ламинированный полимерными пленками, имеет повышенную водостойкость, стойкость к жирам, маслам, аромато-, газо-, вла-гонепроницаемость;
2) картон, пропитанный воском или парафином;
3) картон, кашированный алюминиевой фольгой;
4) картон с внутренним кэшированием или ламинированием.
В России картон для потребительской тары выпускают по ГОСТ 7933-89Е [ 15]. В зависимости от состава слоев картон подразделяют на следующие подгруппы: хромовый, хром-эрзац, коробочный, хром-эрзац склеенный, коробочный склеенный.
Хромовый картон бывает мелованным и немелованным, лицевой слой выполнен из беленой целлюлозы (по аналогии с европейским обозначением — белый). Применяют для изготовления потребительской тары самого высокого качества с многокрасочной печатью.
Хром-эрзац-картон выпускают мелованным и немелованным, лицевой слой белый, прослойка и оборотный слои могут состоять из беле-
Конструиро вание тары из картона и гофрокартона _________ ___________________________________________ 283
ной и небеленой целлюлозы, древесной массы и макулатуры. Рекомендован для производства потребительской тары с одно- и многокрасочной печатью.
Коробочный картон производят из небеленой целлюлозы, древесной массы и макулатуры. Применяют для изготовления потребительской и групповой тары без печати, а также для прокладок и решеток, картонных ящиков, например при упаковке мелких изделий. Основные показатели коробочного картона приведены в табл. 8.3.
Таблица 8.3
Основные показатели коробочного картона [15,20]
| Марка картона | Толщина, мм | Объемная масса, г/см3 | Прочность при растяжении, МПа | Влажность, % |
| В | 0,5-2,5 | 0,60-0,70 | 16-18 | |
| Г | 0,5-3,0 | 0,60-0,65 | ||
| д | 0,9-2,0 | 0,52-0,55 |
Картон толщиной до 0,9 мм включительно выпускают в рулонах, бобинах или листах, а толщиной более 0,9 мм — только в листах.
Картон тарный плоский склеенный выпускают по ГОСТ 9421-80 [16]. Его применяют для производства картонных ящиков без печати, решеток и перегородок к ним. Основные показатели этого картона приведены в табл. 8.4.
Таблица 8.4 Основные показатели картона тарного плоского склеенного [16,20]
| Марка картона | Толщина, мм | Объемная масса, г/см3 | Сопротивление про да вливанию к 1 мм толщины, М Па/мм | Угол надлома, фал | Впитывание воды за 5 мин лицевым СЛО»!, Г | Влажность, % |
| КС | 1,4-1,8 | 0,70 | 1,00 | 4,5 | ||
| КСВ | 2,0-3,0 | 0,70 | 1,00 | 3,5 | ||
| КС-1 | 1,4-1,8 | 0,65 | 0,65 | 4,5 | ||
| КСВ-1 | 2,0-3,0 | 0,65 | 0,65 | 3,5 | ||
| КС-2 | 1,4-1,8 | 0,60 | 0,60 | 4,5 | ||
| КСВ-2 | 2,0-3,0 | 0,60 | 0,60 | 3,5 | ||
| кс-з | 1,4-1,8 | 0,60 | 0,55 | |||
| 2,0-3,0 | 0,60 | 0,55 | 20 | |
284_____________________________________________________ Глава 8
Картон тарный плоский склеенный различают по виду применяемого клея. Картон марок КС, КС-1, КС-2, КС-3 склеен силикатным клеем. Картон марок КСВ, КСВ-1, КСВ-2 склеен водостойким клеем, поэтому он обладает повышенной влагопрочностью и рекомендован для изготовления тары, которая эксплуатируется в условиях повышенной влажности, например при морских и речных перевозках.
Условное обозначение картона должно содержать слово «картон», после него — марку, сорт, номинальное значение массы 1м2 и (или) толщины и шифр нормативно-технической документации, по которой он изготовлен (ГОСТ, ТУ). Картон для упаковывания пищевых продуктов после обозначение марки должен дополнительно содержать букву П.
Повышение влагопрочности плоского склеенного картона является предметом современных исследований. Исследования направлены на повышение влагопрочности материалов слоев и влагостойкости клеев. Для этого материалы слоев получают из массы, пропитанной различными растворами, например меланиновой смолы, или канифольным клеем. В качестве влагостойких клеев применяют поливинилацетатные эмульсии, латексы, битумные клеи [20].
На основе анализа нагрузок, которые воспринимает картонная тара в процессе ее изготовления, транспортирования, складирования, погру-зочно-разгрузочных работ, установлены [20] следующие основные виды напряжений, возникающих в отдельных элементах картонной тары.
1. Сжатие в вертикальном направлении возникает в материале корпуса тары при операциях затаривания, закрывания тары, а также при штабелировании тары с продуктом, в процессе хранения и транспортирования. Это наиболее характерный вид напряжения, вызывающий при недостаточной прочности материала разрушение тары.
2. Сжатие в горизонтальном направлении возникает в основном при транспортировании, а также при погрузочно-разгрузочных работах.
3. Сжатие в тангенциальном направлении возникает при образовании кольцевого профиля на круглой таре.
4. Растяжение в осевом направлении возникает в процессе эксплуатации тары при динамических нагрузках, при падении тары с сыпучим, пастообразным или другим продуктом, а также при технологических операциях изготовления тары.
5. Раздирание кромки возникает в процессе затаривания продукта, а также при эксплуатации.
Исследование процессов изготовления и эксплуатации картонной тары, а также лабораторные испытания механической прочности тары показали, что основными видами деформации картона являются:
1) деформация от воздействия сжимающих усилий, возникающих от статических и динамических нагрузок в процессе транспортирования и эксплуатации тары;
Конструирование тары из картона и гофрокартона 285
2) деформация материала на отдельных участках от действия сосредоточенных нагрузок, при которых происходит разрушение тары или возникает остаточная деформация.
Величины деформаций и предельные нагрузки зависят от прочности тары, которая обусловлена свойствами материалов и конструкций.
Прочностные свойства картонной тары определяются прежде всего свойствами материала в исходном состоянии, а также теми изменениями, которые происходят в материале в процессе изготовления тары. Следует отметить, что свойства картона и бумаги достаточно хорошо изучены в результате целого ряда исследований [20,33,87,94], однако связь отдельных свойств материалов, влияние их на процессы переработки, на качественные показатели изделий как теоретически [25, 26, 28,29,66], так и практически установлены еще недостаточно.
Картон даже вполне определенной марки одного и того же производителя имеет большой разброс значений физико-механических характеристик. По этой причине точный прочностной расчет коробок и ящиков является очень сложной задачей. На практике часто необходимую толщину картона выбирают в зависимости от объема коробки или ящика и массы упаковываемого продукта. Ориентировочная зависимость толщины картона от объема складной коробки и массы содержащегося в ней продукта приведена в табл. 8.5 [29]. Такая зависимость получена в результате изучения большого количества практических данных. Следует подчеркнуть, что установленная таким путем толщина картона в совокупности с конструктивными особенностями коробок требует экспериментальной проверки — проведения испытаний опытных образцов тары.
Таблица 8.5
Ориентировочная зависимость толщины картона от объема складной коробки и массы содержащегося в ней продукта
| Объем коробки, см* | Масса продукта, г | Толщина картона, мм |
| до 325 | до 100 | 0,45 |
| 325-650 | 110-225 | 0,50 |
| 650-980 | 225-340 | 0,55 |
| 980-1300 | 340-450 | 0,60 |
| 1300-1800 | 450-560 | 0,65 |
| 1800-2450 | 560-680 | 0,70 |
| 2450-3250 | 680-900 | 0,75 |
| 3250-4100 | 900-1130 | 0,80 |
| 4100-4900 | 1100-1700 | 0,90 |
| 4900-6150 | 1700-2250 | 1,00 |
286_____________________________________________________ Глава 8








