 2015-05-05
2015-05-05 1702
1702Электрофизические и электрохимические способы обработки металлов и сплавов получают в машиностроении и металлообработке все более широкое применение. Этими способами обрабатывают материалы, которые обычными механическими методами обрабатывать трудно или вообще невозможно.
К электрофизическим способам обработки металлов и сплавов относят: электроискровой, электроимпульсный, электроконтактнодуговой, анодно-механический и ультразвуковой, а также лучевые способы.
Первые четыре способа обработки, называемые иногда электроэрозионной обработкой токопроводящих металлов и сплавов, основаны на явлении местного разрушения металла под действием электрической энергии. Эта энергия вводится непосредственно в зону обработки, где она преобразуется в тепло, выплавляющее частицы обрабатываемого металла.
При ультразвуковой обработке используют механические колебания повышенной частоты (свыше 20 кГц) инструмента в суспензии, состоящей из смеси абразивного порошка и жидкости, для ударного воздействия частиц абразива на обрабатываемый материал. К ультразвуковым способам обработки относят механическую размерную обработку (разрезание, сверление, долбление, шлифование) твердых и весьма твердых металлических и других материалов, очистку металла от окалины, удаление поверхностных пленок и загрязнений и т. д.
При лучевых способах обработки используют воздействие на обрабатываемый материал концентрированных электронных или световых лучей с высокой плотностью энергии. При этом съем определенной части материала происходит в результате преобразования энергии в тепло непосредственно в зоне обработки.
Электроискровая обработка металла основана на использовании кратковременных искровых разрядов. Схема такой обработки приведена на рис. 11.1.1, а. Заготовку (анод) 1 и инструмент (катод) 2 подключают к источнику питания с напряжением, достаточным для возбуждения искровых разрядов. Для их получения используют релаксационные генераторы импульсов. При работе таких генераторов по схеме сопротивление—конденсатор электрическая энергия поступает от источника энергии (например, от сети) через сопротивление 5 и постепенно заряжает конденсатор 6. По окончании зарядки напряжение на обкладках конденсатора повышается.
При сближении заготовки и инструмента происходит ионизация межэлектродного промежутка и его пробой, т. е. возникает электрический разряд в виде узкого проводящего канала (столба) с температурой от 6000 до 50 000°С. Канал разряда обычно образуется между двумя самыми близкими выступами на электродах. У основания этого канала на поверхности выступов электродов происходит разрушение (оплавлением с частичным испарением материала) — электрическая эрозия.
Канал, образовавшийся в процессе разряда, заполняется сильно ионизированными парами металла с появлением значительных ударных давлений, выбрасывающих капли расплавленного металла за пределы электродов, где они (капли) застывают в виде мелких частиц. Слсдующий разряд возникает между двумя другими выступами, оказавшимися в данный момент наиболее близко друг к другу. Так продолжается до тех пор, пока разряды не снимут с поверхности электродов все точки, лежащие на пробивном расстоянии. При увеличении расстояния между электродами (за счет съема металла) настолько, что приложенное напряжение окажется недостаточным для пробоя межэлектродного промежутка, процесс эрозии автоматически прекратится. Для возобновления и продолжения этого процесса электроды нужно сблизить. Постоянное расстояние между инструментом и заготовкой при заданном приложенном напряжении поддерживается специальным реле 4 (рис. 11.1.1,а), которое при съеме слоя металла с заготовки автоматически опускает шпиндель 3, в нижней части которого закреплен инструмент.
В ванне 7 с диэлектрической жидкостью частицы выплавляемого металла быстро отвердевают и в виде шариков оседают на дно ванны; жидкость препятствует расширению зоны действия разряда и способствует концентрации его тепловой энергии на малом участке поверхности. В качестве рабочей жидкости используют керосин и минеральные масла.
Электрод-инструмент изготовляют из латуни, меди, алюминия; реже из чугуна, медно- или утлеграфитовой массы.
При обработке используют генераторы импульсов МГИ-2М, МГИ-ЗМ, ВГ-ЗВ и др. Генераторы МГИ дают ток частотой 400 с-1 и силой 350 А.
Оборудование, применяемое для электроискровой обработки, состоит из стационарных и переносных станков различных моделей и приспособлений для выполнения отдельных операций.
На рис. 11.1.1, б показан общий вид универсального электроискрового станка модели 18М2 для прошивки отверстий и обработки плоскостей. На основании 8 закреплена станина 6. по горизонтальным направляющим 5 которой может перемешаться каретка
4. Шпиндель 3 с инструментом имеет ручное перемещение и автоматическую регулировку межэлектродного расстояния. Обрабатываемая деталь закреплена на столе 2. После опускания шпинделя бак J с минеральным маслом поднимают так, чтобы обрабатываемая деталь и инструмент полностью погрузились в масло. На пульте управления 7 включают кнопку «Пуск» и начинается процесс обработки.
Промышленность выпускает электроискровые станки модели 18В для извлечения обломков сверл и других инструментов из глубоких отверстий, станки модели 37М для плоского шлифования и автоматические станки модели 62 для получения отверстий диаметром до 0,15 мм с точностью обработки до 0,01 мм.
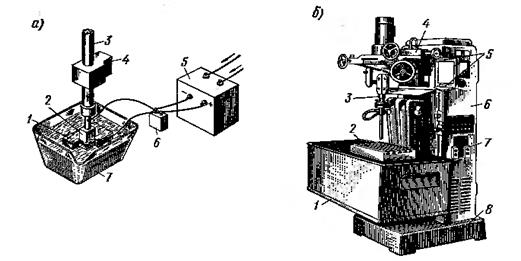
Рис.11.1.1. Схема электроискровой обработки металла (а) и прошивочно-копировальный станок (б) модели 18М2
Точность и чистота обрабатываемой поверхности зависят от энергии импульсов и длительности (частоты) разрядов. Чем меньше энергия импульсов и больше частота разрядов, тем более гладкой получается поверхность детали. При чистовой обработке (1000—10000 имп/с) получается поверхность V6— V8-го классов чистоты, а при черновой обработке (50—3000 имп/с)— Vl— V4-го классов чистоты.
Электроимпульсная обработка металлов основана на использовании явления электрической эрозии металлов в жидкой диэлектрической среде (обычно минеральное масло). Наиболее часто ее применяют для прошивки, объемного копирования и при обработке резцов, фрез и штампов из жаропрочных и твердых сплавов.
При электроимпульсной обработке заготовка является катодом, а инструмент — анодом. Это означает, что основное воздействие ни обрабатываемую поверхность оказывают не электроны, а ионы. Процесс обработки состоит в последовательном возбуждении прерывистых разрядов между инструментом и заготовкой, расположенных друг от друга на расстоянии не более 0,1—0,12 мм.
Процесс обработки основан на плавлении малых частиц металла в зопе электрических разрядов, возникающих между электродами. Каждый разряд сопровождается выделением большого количества тепла, вызывающего плавление металла в зоне разряда и выброс расплавленных частиц металла из межэлектродного пространства. Расплавленный металл распыляется в жидком диэлектрике и затвердевает в виде мельчайших шариков. Плавление происходит преимущественно на заготовке. При обработке снимается до 6000 мм'/мин металла. Чтобы зазор между электродами не увеличивался, инструмент непрерывно и автоматически подается в направлении обработки. При электроимпульсной обработке применяют низкое напряжение (от 10—12 до 24—26 В) и относительно большой ток (50—200 А).
Обрабатываемость материала определяется температурой его плавления и теплопроводностью и не зависит от механических свойств. Качество поверхности зависит от частоты импульсов и вида обрабатываемого материала. Так, при обработке стали и жаропрочных сплавов на установках с частотой тока 400 с-1 получают V2— V4-й классы чистоты; при обработке тех же материалов па установках с частотой тока до 25 000 с-1 и более получают V5— V6-й классы чистоты.
Для обработки обычно применяют специальные станки различных моделей с машинными генераторами МГИ-2М, МГИ-ЗМ, ВГ-3 и высокочастотными импульсными установками с частотой 400—35000 см и мощностью до 28 кВт или электронным генератором с частотой 7000 и 25000 с-1 и мощностью 3 кВт.
Электроконтактно-дуговая обработка основана на электромеханическом разрушении обрабатываемого металла преимущественно на воздухе без применения электролита. Металл разрушается под воздействием электродуговых разрядов при быстром перемещении инструмента относительно обрабатываемой заготовки. Эту обработку применяют для резки заготовок (рис. 11.1.2, а), обдирки отливок или слитков (рис. 11.1.2, б), заточки инструмента (рис. 11.1.2, в), плоского шлифования (рис. 11.1.2, г) или очистки от окалины, обработки круглых заготовок (рис. 11.1.2. д), а также для сглаживания шероховатостей поверхности металлических изделий, прошивки отверстий и другой черновой обработки плоских и криволинейных поверхностей (например, шаров — рис. 11.1.2, е).
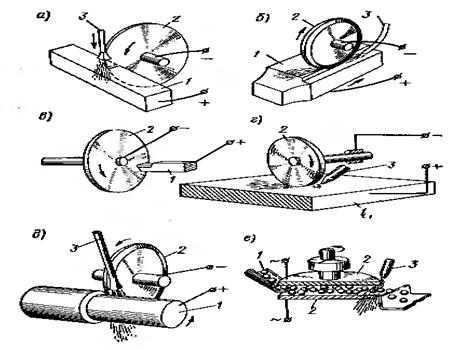
Рис.11.1.2Схемы различных видов электроконтактно-дуговой обработки металлов
Обрабатываемую заготовку 1 и инструмент 2 (обычно диск) подключают к источнику постоянного или переменного тока. Соприкосновение под небольшим давлением двух металлических электродов (заготовки и инструмента) приводит к образованию в месте контакта повышенного электросопротивления, разогреву, размягчению и плавлению материала заготовки. Для предотвращения плавления диска ему придают большую скорость перемещения относительно заготовки (30-—80 м/с), что сокращает продолжительность контакта диска с заготовкой, или применяют охлаждение 3. При повышении напряжения до 30—40 В получается искродуговой разряд без заметного механического контакта между инструментом и заготовкой.
При обработке плоских и криволинейных заготовок металл снимают, последовательно проходя диском вдоль обрабатываемой поверхности. Заготовку перемещают по направлению к вращающемуся диску. Он должен вращаться так, чтобы расплавляемый металл заготовки выбрасывался в сторону ее необработанной поверхности. Для лучшего удаления частиц расплавляемого металла пространство между диском и заготовкой продувают сжатым воздухом через сопло.
Обработку круглых заготовок осуществляют при одновременном вращении заготовки и диска; последний перемещается вдоль обрабатываемой заготовки.
При обработке шаров между двумя дисками-электродами шары оплавляются в непрерывно изменяющихся точках контакта и получают точную сферическую форму.
Электроконтактную обработку применяют для черновой отделки плоских и криволинейных поверхностей (v1— v2-й классы чистоты).
Анодно-механическая обработк а основана на электрохимическом и электротермическом разрушении обрабатываемого металла. Инструмент 2 (рис. 11.1.3, а) является катодом, заготовка 1 — анодом. В процессе работы установки обрабатываемую зону заготовки поливают электролитом через шланг 3 так, чтобы зазор между диском и заготовкой всегда был заполнен рабочей жидкостью. Иногда заготовку погружают в ванну с электролитом (рис. 11.1.3, б), в качестве которого обычно применяют водный раствор жидкого стекла (силиката натрия).
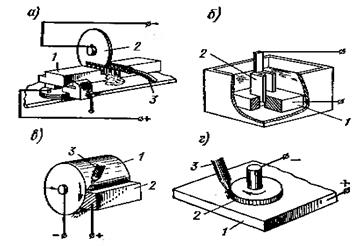
Рис.11.1.3. Схема анодно-механической обработки
При прохождении постоянного тока через электроды и электролит поверхность заготовки подвергается анодному растворению и на ней образуется токонепроводящая пленка, которая снимается перемещающимся или вращающимся инструментом, обеспечивая непрерывное растворение металла. Кроме того, инструмент и заготовка способны при определенных условиях возбуждать искродуговые разряды. При приближении (подаче) вращающегося диска к заготовке они контактируют по отдельным выступам, на небольших участках которых удалена пленка. При достаточно высоком напряжении, регулируемом реостатом, на малых участках поверхности возникают кратковременные дуговые разряды. Эти разряды, развивая высокую температуру, выплавляют металл заготовки и на месте выступов возникают впадины. В результате соседние участки оказываются выступами, которые при дальнейшем сближении инструмента с заготовкой также выплавляются. Следовательно, при анодно-механической обработке направленное разрушение металла происходит при совместном электрохимическом и электротермическом действии тока на обрабатываемую заготовку. Переход от электрохимических к электротермическим (электроэрозонным) процессам обусловливается энергетическими параметрами: с увеличением удельной мощности, подводимой в зону обработки, процесс приближается к эрозионному; с понижением этой мощности — к электрохимическому.
При чистовой анодно-механической обработке (шлифование, обработка полостей штампов и т. д. — рис. 11.1.3, б, г) используют электрохимический процесс анодного растворения и механическое удаление образующейся пленки. Процесс протекает в среде жидкого стекла при напряжении на электродах 10— 12 В. При чистовом шлифовании достигается V8—V10-й классы чистоты и 2—3 - й классы точности. Однако производительность этого процесса низка (снимается не более 2—10 мм3/мин).
При черновых операциях (резка, обдирка и т. д. — рис. 11.1.3, а, в) используют, главным образом, электротермический (эрозионный) процесс направленного разрушения обрабатываемого металла. В результате с увеличением производительности снижается чистота обработанной поверхности (до V2 — V 4 - гo классов чистоты). Получающиеся частицы металла выбрасываются из зоны обработки вращающимся инструментом (чаще всего диск). Скорость вращения диска обычно равна 10—30 м/с, а скорость его радиальной подачи — 40 мм/мин. Для разрезки заготовок диск обычно изготовляют толщиной 1—2 мм из меди, мягкой стали, чугуна или других материалов.
Ультразвуковую обработку — обработку с помощью ультразвуковых колебаний — обычно применяют для прошивки отверстий любого профиля, долбления полостей, разрезания и других видов размерной обработки твердых и хрупких материалов. Сущность этого способа обработки состоит в том, что частицы абразива, будучи взвешенными в воде или масле, непрерывно поступают под торцовую поверхность вибрирующего с ультразвуковой частотой инструмента, который наносит удары по зернам абразивного материала и направляет их на обрабатываемую заготовку. Частицы абразива ударяют по ее поверхности, откалывая и выбивая частички металла.
Кроме того, в образовавшиеся под ударами зерен абразива трещины попадают навигационные пузырьки, образующиеся в жидкости вследствие избыточного давления и способствующие отслоению отколовшихся частиц. Съем материала происходит в основном с площадок, расположенных перпендикулярно к направлению колебаний инструмента. Циркуляция воды или масла в зоне обработки обеспечивает унос выкрошенных частичек металла с обрабатываемой заготовки и притупившихся зерен (частиц) абразива. В результате под инструментом образуется углубление, соответствующее форме и размерам этого инструмента.
Ультразвуковой метод обработки позволяет получать изделия с поверхностью высокой чистоты (V7—V9-й классы) и высокой точности размеров (2—3-й класс). Скорость обработки твердых сплавов составляет 0,5—0,3 мм/мин; закаленной стали (HRC45—55) — 0,05 — 0,1 мм/мин; стекла, керамики, кварца — 2—7,5 мм/мин.
Введением ультразвуковых колебаний в систему резец — изделие можно повысить производительность и улучшить качество обработанной поверхности при обработке металлов резанием. Наиболее эффективно и рационально вводить колебания в направлении резания, так как при этом улучшается чистота поверхности и уменьшается усадка стружки. Вибрирование режущего инструмента с ультразвуковой скоростью снижает пластическую деформацию срезаемого слоя металла, уменьшает силы резания и влияет на ряд других показателей процесса резания металлов. Обработку металлов резанием с наложением ультразвуковых колебаний осуществляют при точении, сверлении, шлифовании.
Ультразвуковая очистка металлов или точнее интенсификация ультразвуком процессов химического и электрохимического травления и очистка металла от окалины, различных поверхностных пленок и загрязнений получила в промышленности широкое применение.
При химическом травлении (очистке) металла окалина растворяется в соответствующем растворе сравнительно долго. При прохождении ультразвука через травильный раствор образуются газовые или кавитационные пузырьки. Они собираются на очищаемой поверхности детали, проникают в поры окалины или загрязнения и в период сжатия захлопываются; каждый захлопнувшийся пузырек становится центром новой сферической волны, которая оказывает силовое воздействие на близлежащий слой жидкости и на очищаемую деталь. Это обеспечивает разрушение или отслаивание окалины и загрязнений, в результате чего процесс очистки металла значительно ускоряется.
При заданной интенсивности ультразвуковой энергии кавитационное разрушение зависит от температуры и вязкости раствора, частоты колебаний и других факторов. При ультразвуковой очистке не только значительно сокращается ее продолжительность, но и облегчается удаление окалины и загрязнений, прочно сцепленных с поверхностью металла или находящихся в труднодоступных местах изделия. Так, например, если продолжительность химического травления металла при 60° С без ультразвука составляет 30 мин, то с применением ультразвука — 20 с.
Важным преимуществом ультразвуковой очистки является возможность замены в ряде случаев огнеопасных или дорогостоящих органических растворителей безопасными и дешевыми водными растворами щелочных солей.
Для осуществления ультразвуковой очистки промышленность изготовляет ультразвуковые ванны УЗВ, ультразвуковые агрегаты УЗА и ультразвуковые установки УЗУ. Они позволяют производить травление и очистку проволоки от окалины (в волочильном производстве), напильников и надфилей после термообработки {в инструментальном производстве), горячекатаной ленты от окалины (в прокатном производстве), трубок радиаторов и других деталей от загрязнений (в автомобильной промышленности), стальных и латунных деталей перед гальваническим покрытием, жести перед лужением, а также удалять радиоактивные загрязнения с металлических поверхностей, жировые и масляные пленки на любых металлических поверхностях и т. д.
Электроннолучевая обработка — размерная обработка труднообрабатываемых металлов и сплавов, при которой используют свойство электронного луча передавать кинетическую энергию и превращать ее в тепловую. Источником электронного луча является термоэлектронная эмиссия, т. е. выход электронов из металла при его нагревании. При повышении температуры металла электроны на внешней электронной орбите возбуждаются и некоторые из них могут получать скорости, достаточные для преодоления потенциального барьера. При сфокусировании этих электронов на малой площади получится электронный луч.
Этот вид обработки позволяет получать отверстия и пазы диаметром до 10 мкм.
Обработка световым лучом (лазером) — размерная обработка труднообрабатываемых материалов производится также световым лучом, получаемым в квантовых генераторах света (лазерах). В основу этого способа обработки металлов положено использование внутренней энергии возбужденных атомов и молекул некоторых веществ.
Возбужденный атом в большинстве случаев удерживается на высоких уровнях возбуждения миллиардные доли секунды и переходит на более низкий основной или промежуточный уровень. Атомы некоторых материалов (например, розового рубина), возвращаются на основные уровни с большой задержкой (несколько тысячных долей секунды) на промежуточных уровнях. Это позволяет организовать их накопление на определенном уровне. Как только на нем накопится возбужденных атомов более половины всех атомов вообще, процесс разрядки завершается лавинным их переходом на основной уровень и излучением энергии, соответствующей разности верхнего и нижнего энергетических уровней.
Переход возбужденных атомов с верхнего или промежуточного энергетического уровня на основной можно индуцировать (стимулировать) внешней силой. Например, электромагнитной волной той же частоты, фазы и направления, что и возбужденные атомы, можно создать условия одновременного излучения атомами света и получать при этом интенсивное когерентное излучение. Придавая такому световому потоку импульсный режим и фокусируя его луч в очень тонкий пучок, можно обеспечить в нем большую концентрацию энергии. Луч выделяет тепло на поверхности; вглубь тепло распространяется благодаря теплопроводности. Очень малый участок обрабатываемого материала, на который направлен световой луч, мгновенно нагревается, плавится и испаряется. Это обеспечивает разрезку обрабатываемого материала при помощи светового луча, получение очень малых отверстий и выполнение других видов размерной обработки.
Лазеры работают в импульсном режиме с частотой до 1 Гц и сосредоточением луча в пучок диаметром до 0,01 мм при длительности импульса в тысячные доли секунды.
Обработка материалов с помощью лазеров не требует вакуумных камер; работу можно осуществлять в любой атмосфере или в стеклянных ампулах; в последнем случае обработка производится через стекло, которое, так же как и воздух, для красного луча не является препятствием. Недостатком лазеров является низкий к. п. д. (около 1%).








