 2015-04-23
2015-04-23 1944
1944Непанелированные конструкции (секции, отсеки, агрегаты) характерны для условий опытного производства. В серийном производстве не расчленяют на панели агрегаты второго порядка – рули, элероны, триммеры и пр. Сборка непанелированных конструкций ведется по недифференцированной схеме непосредственно из деталей и ограниченного количества узлов (основные крупные узлы). Большая часть работ (70-80 %) выполняется в стапелях общей сборки агрегатов. Стапели сложные, трудоемкие, дорогие в изготовлении. Работы в стапелях ведутся узким фронтом, в основном они машинно-ручные. Результат – большая трудоемкость и длительность сборки. Основной объем работ составляет сборка обшивки с каркасом.
Применяемые методы сборки
1) Сборка по БЭСП «от каркаса». Каркас собирается в СП с базированием по базовым элементам – рубильникам. Рабочие контуры рубильников образуют контур, соответствующий контуру обводов агрегата по внутренней поверхности обшивки. Обшивка базируется на каркас. Погрешности каркаса переносятся на изделие. Отдельные местные дефекты устраняются за счет деформации деталей каркаса, либо установкой между каркасом и обшивкой пластин – прокладок. Первый способ – при нежестком каркасе, второй – при жестком. В обоих случаях улучшается плавность обводов. Точность обводов не изменяется.
2) Сборка по КФО. Сборка по КФО характерна для отсеков фюзеляжа. Подобна сборке «от каркаса». Обшивка базируется на каркасе, но каркас собирается не по рубильникам, а по КФО. КФО в шпангоутах сверлят по кондукторам при изготовлении.
 Точность сборки по КФО зависит от точности изготовления шпангоутов и точности установки их при сборке.
Точность сборки по КФО зависит от точности изготовления шпангоутов и точности установки их при сборке.
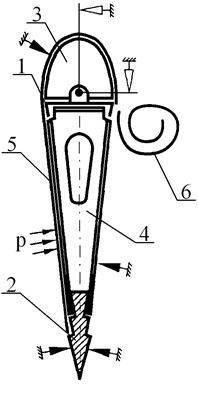
Сборка триммера от каркаса показана на рис. 1.31. Выполняется она в следующей последовательности.
1) Установить в приспособление лонжерон (стенку). Базировать по фиксаторам кронштейнов (узлам навески), фиксировать технологическими болтами (ТБ).
2) Установить законцовку (нож) по ложементам приспособления. Фиксировать прижимами.
3) Установить последовательно нервюры и диафрагмы. Базировать по рубильникам. Рабочие контуры рубильников выполнены по контуру каркаса (при использовании рубильников с контуром обводов агрегата на рабочие поверхности установить накладки, имитирующие обшивку).
4) Сверлить, клепать нервюры и диафрагмы с лонжероном и законцовкой. Отверстия под крепеж сверлить пневмодрелями по НО нервюр и диафрагм. Клепка переносными прессами.
5) Установить лист обшивки (1). Базировать на каркас. Прижать к каркасу резиновыми шнурами либо рубильниками, сняв накладки.
6)
|
7) Установить обшивку (2). Базировать на каркас. Сверлить, зенковать, клепать обшивку (2) с каркасом (клепка внакат – обшивка раскатывается из рулона по каркасу).
8) Расфиксировать, снять изделие с приспособления, произвести внестапельные работы – установка и крепление недостающих деталей, контроль обводов, взвешивание и пр.

