 2015-05-10
2015-05-10 1062
10621. Подготовить кокиль (рис.2.5) под заливку. Для этого необходимо зачистить внутреннюю полость кокиля от пригаров, окалины и старой огнеупорной смазки, а затем смазать полость кокиля огнеупорной смазкой. Собрать половинки кокиля и прогреть до 100–300 °С.

Рис. 2.5 Металлическая форма для изготовления испытуемого образца
2. Подготовить формовочную смесь для формовки. Для этого её необходимо разрыхлить, удалить металлические включения в виде капель и приливов. Формовочная смесь должна быть совершенно сухой.
3. Заформовать пенопластовые модели в формовочную смесь (рис.2.6).
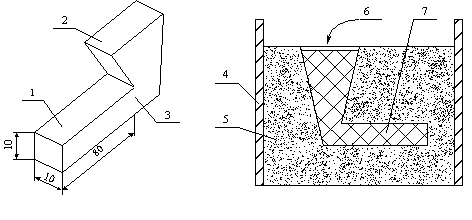 |
Рис. 2.6 Пенополистироловая модель для изготовления испытуемого образца и её расположение в опоке:
1, 7 – пенополистироловая модель; 2 – литниковая система; 3 – линия отрезки литниковой системы от детали; 4 – опока; 5 – формовочная смесь; 6 – заливка расплавленного металла
4. Проследить за заливкой металла, выполняемой мастером, и за остыванием отливок, засекая время по часам.
5. Отделённые от литниковой системы образцы подвергнуть испытанию на ударную вязкость с помощью маятникового копра и результаты свести в таблицу. Объясните причины различия результатов испытаний ударной вязкости.








