 2015-05-13
2015-05-13 913
913Наибольшее распространение к настоящему времени получили три метода организации производства ТО и ремонта подвижного состава: специализированных бригад, комплексных бригад и агрегатно-участковый.
Метод специализированных бригад предусматривает формирование производственных подразделений по признаку их технологической специализации по видам
технических воздействий (рис. 16.2, а). Создаются бригады, на каждую из которых в зависимости от объемов работ планируются определенное количество рабочих необходимых специальностей. Специализация бригад по видам воздействий (ЕО, ТО-1, ТО-2, диагностирование, ТР, ремонт агрегатов) способствует повышению производительности труда рабочих за счет применения прогрессивных технологических процессов и механизации, повышения навыков и специализации исполнителей на выполнение закрепленной за ними ограниченной номенклатуры технологических операций.
При такой организации работ обеспечивается технологическая однородность каждого участка (зоны), создаются предпосылки к эффективному оперативному управлению производством за счет маневра людьми, запасными частями, технологическим оборудованием и инструментом, упрощаются учет и контроль за выполнением тех или иных видов технических воздействий.
Существенным недостатком данного метода организации производства является слабая персональная ответственность исполнителей за выполненные работы. В случае преждевременного отказа сложно проанализировать все причины, установить конкретного виновника снижения надежности, так как агрегат обслуживают и ремонтируют рабочие различных подразделений. Это приводит к значительному увеличению числа отказов и простоям автомобилей в ремонте. Эффективность данного метода повышается при централизованном управлении производством и применении специальных систем управления качеством ТО и ТР.
Метод комплексных бригад предусматривает формирование производственных подразделений по признаку их предметной специализации, т.е. закрепление за бригадой определенной группы автомобилей (например, автомобилей одной колонны, автомобилей одной модели, прицепов и полуприцепов), по которым бригада проводит ТО-1, ТО-2 и ТР (рис. 16.2,6). Централизованно, как правило, выполняются ЕО, диагностирование и ремонт агрегатов. Комплексные бригады укомплектовываются исполнителями различных специальностей (автослесарями, слесарями-регулировщиками, электриками, смазчиками) для выполнения закрепленных за бригадой работ.
Каждая бригада, как правило, имеет закрепленные за ней рабочие места, посты для ТО и ремонта, свое в основном универсальное технологическое оборудование и инструменты, запас оборотных агрегатов и запасных частей, т.е. происходит сокращение программы и распыление материальных средств АТП, что усложняет организацию производства технического обслуживания и ремонта автомобилей (см. гл. 4 и 6).
Сложности управления при этом методе объясняются трудностями маневрирования производственными мощностями и материальными ресурсами и регулирования загрузки отдельных исполнителей по различным комплексным бригадам. Возникают ситуации, когда рабочие одной комплексной бригады перегружены, а другой - недогружены, но бригады не заинтересованы во взаимопомощи.
Однако существенным преимуществом этого метода является бригадная ответственность за качество проводимых работ по ТО и ТР.
Сущность агрегатно-участкового метода состоит в том, что все работы по ТО и ремонту подвижного состава АТП распределяются между производственными участками, ответственными за выполнение всех работ ТО и ТР одного или нескольких агрегатов (узлов, механизмов и систем) по всем автомобилям АТП (рис. 16.2, в). Ответственность за ТО и ремонт закрепленных за участком агрегатов, узлов и систем при данной форме организации производства становится персональной.
Результаты работы производственного участка оцениваются по средней наработке на случай ТР соответствующих агрегатов и по простоям автомобилей
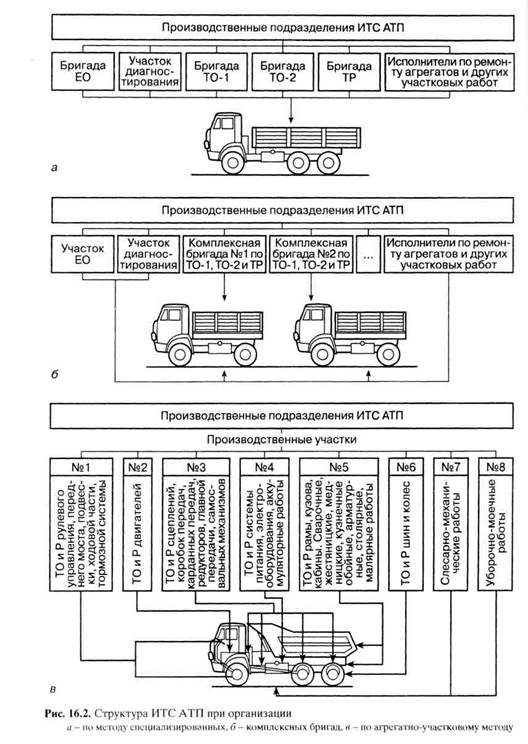 |
из-за технических неисправностей агрегатов и систем, закрепленных за участком (см. гл. 9). Работы распределяются между производственными участками с учетом производственной программы, зависящей от размера АТП и интенсивности использования подвижного состава. На крупных и средних АТП с интенсивным использованием автомобилей число участков, между которыми распределяются работы ТО и ТР, принимается от четырех до восьми (см. рис. 16,2 в). Работы, закрепленные за основными производственными участками, выполняются входящими в состав их бригад исполнителями как на постах ТО и ТР, так и в соответствующих цехах и участках.
Однако агрегатно-участковый метод не лишен недостатков, главный из которых - децентрализация производства, затрудняющая оперативное управление работоспособностью автомобиля как субъекта транспортного процесса.








