Влияние технологических факторов на шероховатость поверхности
1. Состав, структура и механические свойства обрабатываемого материала; Существенно влияют на шероховатость. Так вязкие, пластичные материалы, которые резанием обрабатываются легко, не позволяют получить низкую шероховатость. В то же время, как правило, более твердые материалы это позволяют. Отсюда при обработке низколегированных сталей шероховатость больше, чем при обработке средне и высоколегированных. Определяется это в основном большим содержанием феррита в низкоуглеродистой стали. А одним из недостатков феррита является повышенная склонность к наростообразованию. Влияние отдельных химэлементов в составе стали на шероховатость достаточно подробно изучено и приводится в справочной литературе. При обработке чугунов основное влияние оказывают количество и формы включений графита. При обработке чугуна с мелкопластинчатым перлитом шероховатость меньше, чем при обработке ферритовых чугунов с крупнопластинчатым перлитом. Увеличение количества графита в чугуне отрицательно сказывается на качестве поверхности, т.к. способствует образованию стружки надлома. 2. Материал, геометрия, микрогеометрия и износ режущей части инструмента; а)-РИ из углеродистой и легированных сталей при малых скоростях резания дают более качественную поверхность; при повышении скорости до 15-30 м/мин шероховатость растет из-за приваривания мелких частичек стружки к режущему лезвию. На ТС инструменты стружка налипает значительно меньше, кроме этого их износ значительно менее интенсивен. Поэтому обработка ведется удовлетворительно и в зоне высоких скоростей. Для получения высококачественной поверхности режущие поверхности (лезвия) должны тщательно доводиться алмазным или эльборовым инструментом и своевременно перетачиваться.
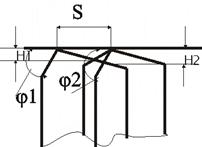
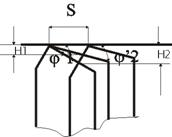
б)- геометрия режущей части инструмента влияет на шероховатость следующим образом:
-при увеличении jи j, высота микронеровностей возрастает (см. рис.3,4.),Т.е., если j2>j1 (главный угол в плане, рис.3.), то Н2>Н1. Аналогично, если j,2>j,1, то Н2>Н1 (рис.4.). Значительное влияние оказывает радиус при вершине резца (r). При этом величина «r» связана с подачей (S). Конкретной подаче соответствует некоторое значение (r) при котором высота неровностей будет минимальной. 3. Режимы резания;
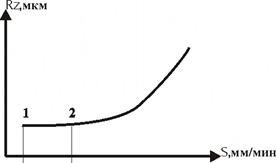
1,2 соответствует подача S=0,02-0,15мм/об. Глубина резанияпрактически не влияет на шероховатость (качество) поверхности. Однако при малых ее значениях шероховатость может быть большой (режущая кромка периодически то врезается в металл, то выходит из него). |
|
Программные человеко-машинные интерфейсы Виды погрешностей при мехобработке Вернуться в оглавление: Машиностроение |







 8315
8315 8276
8276