Определение количества заготовок, требующих дополнительной обработки
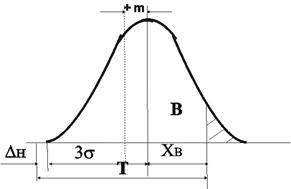
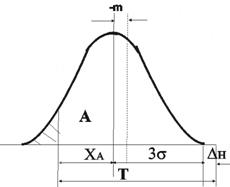
В некоторых случаях, например, при отсутствии на предприятии станка требуемой точности, а также при необходимости выполнения срочного задания на высокопроизводительном станке (автомате), но малоточном (по сравнению с револьверным), когда w>Т, а допустить окончательный брак нельзя (дорогие заготовки и т.д.) настройку станка производят заведомо со смещением (m) вершины кривой распределения по отношению к середине поля допуска с таким расчетом, чтобы весь брак был исправимым. Для этого вершину кривой смещают вправо на (m) от середины поля допуска для валов и влево для отверстий. Чтобы полностью исключить неисправимый брак величину (m) увеличивают на Dн(Dсист.), что конечно же приводит к росту Qбр.(см. рис.27 и 28).
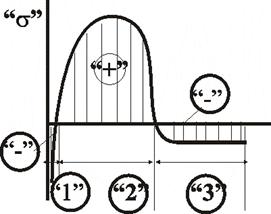
ХА =ХВ =Т-3s-Dн По величинам ХА и ХВ находят tA(tB) и по таблицам рассчитывают F(t). Qгодн.=[0,5-F(t)]×100% Определение экономической целесообразности применения высокопроизводительных станков пониженной точности. Анализ особенностей формы кривой Гаусса показывает, что даже при значительном выходе ее ветвей за пределы поля допуска количество бракованных заготовок сравнительно невелико, особенно при симметричном расположении вершины кривой распределения по отношению к середине поля допуска. Следовательно, в ряде случаев возможно и целесообразно использовать для обработки точных заготовок высокопроизводительные станки даже тогда, когда их точность по расчетам является недостаточной. При этом ценой сравнительно малых затрат на неизбежный брак можно добиться повышенного выпуска изделий и снизить их себестоимость. При этом рассчитывают количество брака и число заготовок, требующих дополнительной обработки , убытки от брака, стоимость дополнительной обработки, снижение себестоимости при обработке заготовок на более производительном оборудовании. Качество поверхности деталей машин Определяется двумя составляющими: 1.- состоянием поверхностного слоя (остаточные напряжения, наклеп и т.д.); Влияние механической обработки на состояние поверхностного слоя . 1. Наклеп. При мехобработке под действием сил резания происходит пластическая деформация, сопровождающаяся наклепом. Интенсивность и глубина его возрастают с ростом сил и времени их воздействия, а также с повышением степени пластической деформации. Всякое изменение вида обработки или режима резания , а также геометрии инструмента, вызывающее увеличение сил резания, ведет к росту степени пластической деформации, а рост продолжительности воздействия- к увеличению глубины наклепанного слоя. Увеличение температуры в зоне резания вызывает обратные процессы. Картина усложняется наличием сил трения, изменением условий отвода тепла из зоны резания, структурными изменениями металла и т.д. В общем случае при точении наклеп растет с ростом S,t иr, при переходе от «+g» к «-g», т.к. растут силы. Для металлов не претерпевающих структурные превращения , рост скорости резания снижает наклеп, т.к. уменьшается продолжительность воздействия сил, а также росту тепла. В процессе обработки сталей, претерпевающих структурные изменения, рост скорости может вызвать поверхностную закалку (У10 и др.). Но надо иметь в виду, что это не наклеп. Аналогичные явления имеют место при фрезеровании, шлифовании и т.д. В последнем случае переход к самозатачиванию влечет рост наклепа. Износ инструмента тоже ведет к росту наклепа. 2. Остаточные напряжения. Важнейшими показателями состояния поверхностного слоя являются величина, знак и глубина залегания остаточных напряжений. При резании лезвийным инструментом они образуются главным образом под действием силового поля. Температура имеет при этом второстепенное значение. При обработке хрупких материалов остаточные напряжения сжимающие, а пластичных -чаще всего растягивающие. При высокотемпературном режиме (шлифовании) остаточные напряжения растягивающие.
и 2, напряжения снова сжимающие. Наличие s(«-») существенно ухудшает качество поверхностного слоя металла, т.к. при этом снижается усталостная прочность. Если s(«-») по величине превосходит sв (sр),то это приводит к образованию поверхностных трещин. 3. Шероховатостью поверхности. Согласно ГОСТ это совокупность микронеровностей с относительно малыми шагами, выделенная, например, с помощью базовой длины. Для ее оценки стандартом предусмотрены шесть критериев: Rz, Ra, Rmax, Sm, Si и ta (см. курс ВСТИ). Ее измеряют в основном перпендикулярно движению резания (поперечная шероховатость) т.к. она имеет большую величину. Однако в некоторых случаях продольная шероховатость может быть большей (при наличии вибраций, пластической деформации и т.д.). |
|
Виды погрешностей при мехобработке Температурные деформации режущего инструмента Вернуться в оглавление: Машиностроение |







 8239
8239 8054
8054