 2015-05-26
2015-05-26 1438
1438Наиболее простым и удобным методом определения состава обычного бетона является метод расчета по абсолютным объемам, разработанный проф. Б.Г. Скрамтаевым. Расчет и подбор бетона после испытания сырьевых материалов ведут в последовательности: определяют расход воды; определяют расчетным нутом В/Ц, (Ц/В); устанавливают расход цемента на 1 м3 бетона; определяют расход заполнителей.
Для получения удобоукладываемой смеси соотношение В/Ц принимают равным 0,5-0,7. Для химического взаимодействия требуется всего 15-20% воды от массы цемента. Избыточная вода испаряется из бетона, образуя в нем поры, что приводит к снижению плотности и прочности бетона. Исходя из этого, прочность бетона можно повысить путем уменьшения В/Ц и усиленного уплотнения. В настоящее время пользуются для расчетов более простой формулой, полученной в результате исследований швейцарского ученого Боломе и русского проф. Б.Г. Скрамтаева. Она имеет вид:
В интервале водоцементных соотношений 0,7-0,4 (Ц/В <2,5) в скобках ставится знак «-», а в интервале водоцементных отношений меньше 0,4 (Ц/В>2,5) знак «+».
|
|
|
Величина коэф. А назначается в зависимости от качества заполнителей (высококачественные, рядовые, пониженного качества) и принимается при знаке «+» 0,43, 0,4, 0,37, при знаке «-» 0,65, 0,6, 0,55. Зависимость прочности бетона (вернее отношения могут быть выражена графически).
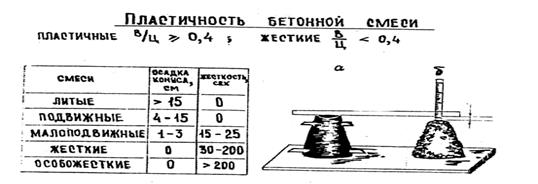
2. основные характеристики бетонной смеси. Подвижность, жёсткость, расплыв.
Под подвижностью понимают способность бетонной смеси заполнять форму изделия. По степени подвижности смеси разделяются на подвижные, способные заполнять форму под действием силы своей тяжести и жесткие, способные укладываться в форму только под действием приложенных к ним механических сил. Сравнивая между собой подвижные и жесткие смеси, можно отметить следующие их достоинства и недостатки. Подвижные смеси получаются при В/Ц > 0,4, они не требуют специальных сложных механизмов для уплотнения при формовании изделия, но они требуют большего расхода цемента и способствуют более медленному твердению бетона. Жесткие смеси получают при В/Ц< 0,4, они экономичнее по расходу цемента, быстрее набирают прочность, но их применение требует воды в растворе.
Стандартным конусом (конусом Абрамса). По этому методу подвижность оценивается величиной осадки в см. под действием собственной массы конуса, отформованного из бетонной смеси.
3.Контроль состава и свойств бетонной смеси номинального состава бетона.
4. Определение рабочего состава бетона на основании данных полученных в результате лабораторного замеса.
Подбор состава бетона производят с целью получения бетона с требуемыми качественными показателями, установленными в проектной документации на изделия или конструкции, при минимальном расходе цемента или другого вяжущего. Состав бетона подбирают на средний уровень прочности бетона, устанавливаемый в соответствии с фактической его однородностью по прочности на сжатие, растяжение или растяжение при изгибе. Номинальный состав бетона определяют в следующей последовательности: устанавливают характеристики исходных материалов, производят расчет начального и дополнительных составов бетона, делают пробные замесы всех составов с корректировкой удобоукладываемости бетонной смеси; изготовляют и испытывают образцы бетона по всем требуемым показателям качества; обрабатывают полученные результаты и выбирают номинальный состав бетона, обеспечивающий получение бетонной смеси и бетона с требуемыми показателями качества при минимальном расходе вяжущего.
|
|
|
Начальный состав бетона рассчитывают исходя из фактических характеристик материалов по известным методикам. Дополнительные составы рассчитывают аналогично начальному при значениях варьируемых параметров состава бетона, отличающихся от принятых при расчете начального на ±(15...30%). После определения номинального состава, устанавливают рабочий состав бетона с учетом фактической влажности заполнителей, который передают в производство.
Контроль может осуществляться разрушающим (по результатам испытаний образцов на прессе) или неразрушающим (ультразвуковым сквозным прозвучиванием или отрывом со скалыванием) методами. Прочность на растяжение и сжатие в проектном возрасте (для сборных конструкций) контролируется только по образцам.
Для определения однородности прочности бетона номинального рабочего состава на месте изготовления конструкций в течение месяца, так называемого анализируемого периода, производят отбор не менее 30 проб бетонной смеси (по две пробы от каждой партии бетона), из которых изготовляют соответствующее количество серий контрольных образцов по каждому виду прочности (отпускной, передаточной, в промежуточном и проектном возрасте). В состав партии включают бетон, изготовляемый по одной технологии в течение не менее одной смены и не более недели. При неразрушающем методе контролируют 10% конструкций, но не менее 3 в партии. В качестве характеристики однородности прочности бетона используют средний коэффициент вариации по всем партиям бетона за месяц. Его вычисляют как среднеарифметическое из 15 коэффициентов вариации локальных партий бетона. Далее, исходя из найденного среднего партионного коэффициента вариации в соответствии с рекомендуемыми правилами контроля прочности бетона, определяют коэффициенты требуемой прочности бетона, на основании которых вычисляют контрольные характеристики требуемой, среднего уровня, верхней предупредительной границы прочности и некоторые другие ограничительные характеристики прочности бетона (в проектном возрасте) и локальных коэффициентов вариации прочности по отдельным партиям.
5. Определение класса бетона по прочности. Схема А; Б; В; Г (ГОСТ18105-2010).
Контроль прочности бетона по каждому виду нормируемой прочности, проводят по одной из следующих схем:
- схема А - определение характеристик однородности бетона по прочности, когда используют не менее 30 единичных результатов определения прочности, полученных при контроле прочности бетона предыдущих партий БСГ или сборных конструкций в анализируемом периоде;
- схема Б - определение характеристик однородности бетона по прочности, когда используют не менее 15 единичных результатов определения прочности бетона в контролируемой партии БСГ или сборных конструкций и предыдущих проконтролированных партиях в анализируемом периоде;
|
|
|
- схема В - определение характеристик однородности бетона по прочности, когда используют результаты неразрушающего контроля прочности бетона одной текущей контролируемой партии конструкций, при этом число единичных значений прочности бетона должно соответствовать требованиям:
При контроле прочности бетона монолитных конструкций в проектном возрасте неразрушающими методами проводят сплошной неразрушающий контроль прочности бетона всех конструкций контролируемой партии. При этом число контролируемых участков должно быть не менее:
- трех на каждую захватку - для плоских конструкций (стен, перекрытий, фундаментных плит);
- одного на 4 м длины (или трех на захватку) - для каждой линейной горизонтальной конструкции (балка, ригель);
- шести на каждую конструкцию - для линейных вертикальных конструкций (колонна, пилон).
Общее число участков измерений для расчета характеристик однородности прочности бетона партии конструкций должно быть не менее 20.
Число измерений, проводимых на каждом контролируемом участке, принимают по ГОСТ 17624 или ГОСТ 22690.
Примечание - При проведении обследований и экспертной оценке качества линейных вертикальных конструкций число контролируемых участков должно быть не менее четырех.
- схема Г - без определения характеристик однородности бетона по прочности, когда при изготовлении отдельных конструкций или в начальный период производства невозможно получить число результатов определения прочности бетона, предусмотренное схемами А и Б, или при проведении неразрушающего контроля прочности бетона без построения градуировочных зависимостей, но с использованием универсальных зависимостей путем их привязки к прочности бетона контролируемой партии конструкций.
Примечание - В исключительных случаях (при невозможности проведения сплошного контроля прочности бетона монолитных конструкций с использованием неразрушающих методов) допускается определять прочность бетона по контрольным образцам, изготовленным на строительной площадке и твердевшим в соответствии с требованиями:
|
|
|
Контрольные образцы бетона сборных конструкций должны твердеть в одинаковых с конструкциями условиях до определения отпускной или передаточной прочности. Последующее твердение образцов, предназначенных для определения прочности бетона в проектном возрасте, должно проходить в нормальных условиях при температуре (20±3) °С и относительной влажности воздуха (95±5)%.
Контрольные образцы из БСГ, предназначенной для изготовления монолитных конструкций, должны твердеть на предприятии - изготовителе бетонной смеси в нормальных условиях.
Контрольные образцы, изготовленные на строительной площадке при осуществлении входного контроля прочности бетона партий БСГ, должны твердеть в нормальных условиях.
Контрольные образцы, изготовленные на строительной площадке для контроля и оценки прочности бетона партий монолитных конструкций по 4.3, должны твердеть в условиях, предусмотренных проектом производства работ или технологическим регламентом на производство монолитных бетонных и железобетонных конструкций данного объекта строительства.
или по контрольным образцам, отобранным из конструкций. При этом фактический класс прочности бетона в партии конструкций при n>15 рассчитывают по формуле ( ), при n<15 - по формуле (
), при n<15 - по формуле ( ).
).
6. Морозостойкость бетона.
Под морозостойкостью бетона понимают его способность в насыщенном водой состоянии выдерживать многократное попеременное замораживание и оттаивание. Основной причиной, вызываю щей разрушение бетона в этих условиях, является давление на стенки пор и устья микротрещин, создаваемое замерзающей водой. Расширению воды препятствует твердый скелет бетона, в котором могут возникать очень высокие напряжения Повторяемость замерзания и оттаивания приводит к постепенному разупрочнению структуры бетона и к его разрушению. Сначала начинают рушиться выступающие грани, затем поверхностные слои и постепенно разрушение распространяется в глубь бетона. Некоторое влияние будут оказывать и напряжения, вызываемые различием в коэффициентах температурного расширения составляющих бетона и температурно-влажностным градиентом.
Для определения морозостойкости бетона применяют метод попеременного замораживания и оттаивания. Методика испытаний, в частности температура замораживания, условия водонасыщения и размеры образца, продолжительность цикла, оказывает заметное влияние на показатели морозостойкости бетона. С понижением температуры замерзания, а особенно при замораживании в воде или в растворах солей, бетон разрушается быстрее.
Критерием морозостойкости бетона является количество циклов, при котором потеря в массе образца менее 5%, а его прочность снижается не более чем на 25%. Это количество циклов определяет марку бетона по морозостойкости: для тяжелого бетона F50... F500, которая назначается в зависимости от условий эксплуатации конструкции.
Морозостойкость бетона зависит от его строения, особенно от характера пористости, так как последний будет определять объем и распределение льда, образующегося в теле бетона при отрицательных температурах, и, следовательно, значение возникающих напряжений и интенсивность протекания процесса ослабления структуры бетона.
В микропорах бетона обычно содержится связанная вода, которая не переходит в лед даже при очень низких температурах (до —70°С), поэтому микропоры не оказывают заметного влияния на морозостойкость бетона. Последняя главным образом зависит от объема макропор в бетоне и от их строения.
7. Водонепроницаемость бетона.
Водонепроницаемость бетона — еще одна важнейшая характеристика бетона. Марка водонепроницаемости бетона, обозначается с помощью символа W с дополнительным цифровым коэффициентом от 2 и до 40 (W2…..W40). Если говорить кратко, то водонепроницаемость бетона — это его способность сопротивляться проникновению воды. Водонепроницаемость бетона определяется различными методами, а так же существуют способы увеличения водонепроницаемости бетона, добавляя специальные добавки, которые способствуют уплотнению, а так же с помощью использования специального гидрофобного цемента.
За счет более высокой водонепроницаемости бетона, обеспечиваются такие преимущества как:
Гидроизоляция фундамента и подвала может вовсе отсутствовать или же использоваться более дешевый ее тип. Важно что бы стены и пол были залиты с отсутствием швов. Как наверное многие уже знаю, что гидроизоляция подвала и фундамента, это достаточно дорогостоящая процедура.
8.Добавки в бетон. Пластифицирующие.
Основные функции добавок в бетон:
Каждая из них не только выполняет свою непосредственную функцию (противостоит холодам, делает смесь податливой, помогает быстро застывать, придает цвет), но и обеспечивает цементную или бетонную смесь рядом преимуществ. Во-первых, улучшает её технические характеристики. Смесь становится антикоррозийной – арматура, которая используется для возведения монолитных конструкций, не проржавеет на протяжении долгих лет, а значит и всё здание или сооружение, построенное с её помощью, в которой использовались добавки в бетон останется прочным даже через многие годы.
Кроме того, применяя при изготовлении бетонных плит, которые впоследствии станут стенами, можно избежать появления на них, так называемых высолов. Высолы не украшают дом, портят эстетичный вид здания. Медленно, но верно разрушают бетонную плиту. Добавки в бетон стали популярны сравнительно недавно, по крайней мере, в нашей стране и уже завоевали своих поклонников. Одним из плюсов использования является значительная экономия цемента, которая возможна лишь с применением добавки для бетона.
Пластификаторы - вещества, смеси и составы, способные повысить эластичность или пластичность материала в дальнейшей его эксплуатации. Помимо этого, существуют поверхностно-активные компоненты и добавки, которые водятся в растворы, строительные смеси и бетон. Служат они исключительно для понижения уровня содержания воды и для облегчения работы строителей при укладке.
Основные свойства:
· Повышение подвижности на 2-4 класса;
· Снижение расхода воды;
· Устранение водоотделения, расслаиваемости.
Наиболее популярны пластификаторы для бетона, которые путем смешивания с другими веществами образуют прекрасные смеси для повышения эластичности бетонной смеси. Количество добавляемого пластификатора зависит от массы материала и самого полимера.
Есть определенные правила, которые должны соблюдать производители пластификаторов для достижения максимального необходимого эффекта:
· Должен быть нетоксичным;
· Температура переработки материала должна быть выше, чем температура разложения добавки;
· Нелетучесть пластификатора;
· Химическая стойкость добавки.
9. Добавки в бетон. Воздухововлекающие.
Воздухововлекающие добавки предназначены для вовлечения в бетонную смесь заданного объема воздуха и создания в затвердевшем бетоне системы замкнутых и равномерно распределенных по всему объему воздушных пор.
Использование воздухововлекающих добавок позволяет:
Получать бетоны повышенной морозостойкости F300 (II) и выше, в том числе и при воздействии солей (рекомендуется для бетонов дорожных и аэродромных покрытий);
Снизить на 50-250 кг/м3 плотность бетона;
Применять для приготовления легкого бетона заданной плотности крупный заполнитель повышенной плотности или обычный строительный песок (вместо пористого);
Уменьшить расход пористых песков, снизить водопотребность смеси, улучшить деформационные и теплофизические свойства;
При пониженном содержании мелкого заполнителя получать изделия со слитной однородной структурой, исключающей возможность коррозии арматуры;
Мелкие, шарообразные поры повышают текучесть бетонной смеси и тем самым улучшают удобоукладываемость бетона, сокращается продолжительность формования изделий, обеспечивается лучшее уплотнение смеси, уменьшается ее расслоение при транспортировке и укладке в формы;
Улучшить тепло- и звукоизоляционные свойства бетона.
10. Добавки в бетон. Порообразующие.
11. Пенетрируюшие составы, применение, свойства.
Пенетрирующие составы применяются для создания гидроизоляции во внутренних помещениях бетонных, железобетонных, кирпичных сооружений заглубленных в грунт при постоянном присутствии грунтовых вод.
Часто пенетрирующая гидроизоляция устраивается для защиты подвалов зданий и гаражей, тоннелей и гидроизоляции бассейнов, плотин и канализационных сооружений.
Данный вид гидроизоляции позволяет выполнять защитные работы изнутри сооружения, избегая при этом выполнения дорогостоящей и сложной в выполнении наружной гидроизоляции. Работы могут выполняться как для давно эксплуатируемых сооружений, так и для возводимых сооружений. Также возможно введение пенетрирующих добавок в состав бетонной смеси при изготовлении ж/б изделий, что обеспечит гидроизоляционные свойства конструкции в период ее эксплуатации.
Пенетрирующие составы способны обеспечивать полную непроницаемость как для воды, так и для агрессивных сред при обычном и повышенном давлении. Эти составы долговечны, способны длительное время сохраняться в конструкции не вымываясь водой. Они стойки к воздействию ультрафиолетовых солнечных лучей, взрыво- и пожаробезопасны. Пенетрирующие составы проверяются на экологическую безопасность в следствии чего могут использоваться для гидроизоляции резервуаров с питьевой водой.
Технология нанесения на гидроизолирующую поверхность предполагает проведение подготовительных очистных работ, к ходе которых основание тщательно очищается от всех слоев до прочного основания с раскрытием капиллярной структуры пор. Очистка выполняется при помощи механизированных средств виде перфораторов, пескоструйных аппаратов и т.д. Все существующие швы расшиваются на глубину более 5 см, а поверхностная арматура очищается от ржавчины до металлического блеска. После этого все швы, трещины, дефекты поверхности заштукатуриваются цементных раствором в состав которого вводится пластифицирующие добавки.
После высыханий поверхность увлажняется водой и на нее наносится пенетрирующий состав, который в последующие несколько суток необходимо защищать от механических воздействий.
12. Сталь, зависимость свойств стали от содержания углерода в сплаве.
Наиболее отчетливо влияние углерода проявляется в изменении мех. свойств сталей. Структура сталей после медленного охлаждения состоит из перлита и цементита. Содержание цементита прямо пропорционально содержанию углерода. Поскольку перлит пластичен, а цементит твердый и хрупкий то прочность и твердость сталей возрастает с повышением содержания углерода, а ударная вязкость, характеристики пластичности снижаются. Постоянными примесями сталей являются марганец, кремний, фосфор, сера. Газ: кислород. Для раскисления стали вводят марганец также он связывает вредные примеси. Марганец заметно повышает твердость. Также он устраняет хрупкость при высоких температурах. Кремний – Также вводят в сталь в качестве раскислителя Feo+Si=Fe+SiO. Фосфор увеличивает хладноломкость.
Азот кислород присутствуют в сталях в виде хрупких оксидов и нитридов, а также в свободном виде FeO; Fe4N располагаясь в дефектах раковинах и трещинах. Эти элементы увеличивают хладноломкость стали и снижают предел выносливости. Н- водород находится в твердом растворе и сильно увеличивает хрупкость стали с повышением содержания образуются трещины как следствие внутренних разрывов металлов. Для предотвращения трещин сталь после горячего деформирования медленно охлаждают или длительно выдерживают при t=250.Содержание примесей в сильной степени зависит от способа получения и раскисления стали. Содержание газа можно уменьшить при выплавке или разливке стали в вакууме.
13. Закалка стали.
Закалкой стали называют такую операцию термической обработки, при которой стальные детали нагревают до температуры, несколько выше критической, выдерживают при этой температуре и затем быстро охлаждают в воде или масле.
Основное назначение закалки - получение стали с высокими твердостью, прочностью, износостойкостью и другими свойствами. Качество закалки зависит от температуры и скорости нагрева, времени выдержки и скорости охлаждения.
Температуру нагрева под закалку для большинства сталей, в том числе и легированных, определяют по положению критических точек Ас1 и Ас3. Для углеродистых сталей температуру закалки можно легко установить по диаграмме железо - углерод.
Быстрорежущие, нержавеющие и другие специальные стали закаливают при более высоких температурах нагрева, чем углеродистые и низколегированные конструкционные и инструментальные. Например, для нержавеющей стали марки 4Х13 температура под закалку берется равной 1050 - 1100°С.
Быстрорежущую сталь Р18 закаливают при температуре 1260 - 1280°С (для инструмента диаметром 10 - 15 мм - сверл, разверток и т. д.) и 1280 - 1300°С (для инструмента простой формы - резцов). Такая высокая температура нагрева под закалку быстрорежущей стали необходима для того, чтобы полнее растворить избыточные карбиды и больше перевести их в твердый раствор хрома, вольфрама, ванадия и других легирующих элементов, входящих в состав стали.
14. Отпуск стали.
Отпуском называют такую операцию термической обработки, при которой закаленную сталь нагревают до температуры ниже критической точки Ас, после чего ее охлаждают.
В любой закаленной на мартенсит стали появляются не только высокая твердость и прочность, но и большие внутренние напряжения. Поэтому закаленная сталь очень хрупка и легко разрушается от ударных и изгибающих нагрузок. Для снятия внутренних напряжений и повышения вязкости закаленную сталь подвергают отпуску.
При отпуске закаленной стали сильно напряженный мартенсит, имеющий тетрагональную кристаллическую решетку, постепенно распадается на феррито-цементитную смесь и структура из неустойчивого состояния переходит в более равновесное, в результате чего внутренние напряжения уменьшаются. Эти превращения сопровождаются понижением твердости, повышением пластичности и ударной вязкости. Чем выше температура отпуска, тем полнее идет процесс распада мартенсита.
При низких температурах тетрагональный мартенсит переходит в отпущенный мартенсит, при более высоких - в троостит отпуска и затем в сорбит отпуска. Такие изменения в структуре закаленной стали вызывают изменение ее физико-механических свойств.
Прочность и твердость с повышением температуры отпуска понижаются, а пластические свойства возрастают.
В зависимости от требуемых свойств стали различают три вида отпуска: низкий, средний и высокий.
Низкийотпуск производится при температуре 150- 200°С. Такой вид отпуска понижает внутренние напряжения при сохранении высокой твердости закаленных деталей.
В масляных ваннах продолжительность отпуска для мелких и средних деталей 30-40 мин., а в электрических печах - до 90 мин., т. е. прогрев происходит более медленно.
Низкий отпуск применяют для режущего и измерительного инструмента, изготовленного из углеродистых и малолегированных сталей, шарикоподшипниковых колец, шариков и роликов, цементованных и планированных деталей - зубчатых колес автомобилей, тракторов, металлорежущих станков и т. д.
Среднийотпуск производят при температуре 350-450°С. В этом интервале температур мартенсит превращается в мелкую феррито-цементитную смесь - троостит. Среднеуглеродистая сталь приобретает твердость около 35-47 HRC, упругость и повышенную сопротивляемость действию переменных и ударных нагрузок.
Для такого отпуска применяются отпускные электрические печи и селитровые ванны.
Высокийотпуск осуществляется при температуре.500- 650°С. В результате такого отпуска стальные детали получают определенный комплекс прочностных, пластических и ударных свойств.
При высоком отпуске мартенсит распадается и образуется сорбит, который, как известно, обладает высокой прочностью и хорошей вязкостью. Наиболее высокие механические свойства конструкционные стали, особенно сталь 35, 45, 40Х, 40ХН,
15. Отжиг стали.
— термическая обработка, применяемая с целью смягчения стали и облегчения механической обработки или пластической деформации, подготовки к последующей термич. обработке, а также для получения заданных механич. св-в. Отжиг подразделяется на высокий (или полный), неполный, низкий, полный изотермический и неполный изотермич.. Высокий (или полный) отжиг стали состоит из нагрева на 30—50° выше верхней критич. точки Ас3 и последующего медленного охлаждения. Неполный отжиг стали заключается в нагреве, несколько превышающем нижнюю критич. точку А с,, с последующим медленным охлаждением. Низкий отжиг стали (высокий отпуск) состоит из нагрева неск. ниже нижней критич. точки ACl, более или менее значит, выдержки при этой темп-ре и охлаждения, как правило, на воздухе. Изотермический отжиг стали отличается от высокого и неполного О. с. тем, что детали или полуфабрикаты во время охлаждения после предварит, нагрева выше АСч или Асх выдерживают определенное
время при темп-ре неск. выше темп-ры наименьшей устойчивости аустенита (примерно на 100° ниже ACl) с последующим охлаждением на воздухе.
Рекристаллизация нагартованной конструкционной стали может происходить при соответствующей выдержке, как правило, при всех видах отжига. Скорость охлаждения при полном и неполном отжиге, а также время выдержки при изотермич. отжиге должны обеспечивать распад аустенита в зоне перлитного превращения. Чем выше темп-ра превращения, тем меньше твердость стали. Понижение темп-ры нагрева при неполном или неполном изотермич. отжиге легированной стали приводит к меньшей устойчивости аустенита в зоне перлитного превращения по сравнению с полным отжигом и, следовательно, ускоряет процесс отжига стали. Увеличение степени легирования стали повышает устойчивость аустенита, поэтому необходимо применять более медленные скорости охлаждения или увеличивать выдержки при изотермич. отжиге. При значит, легировании стали устойчивость аустенита настолько увеличивается, что все виды отжига с нагревом выше критич. точек ACl или Ас? становятся непригодными; в этом случае применяют низкий отжиг достаточной продолжительности. С повышением темп ры низкого отжига твердость стали понижается, однако при случайном достижении критич. точки ACl твердость высоколегированной стали может резко увеличиться. Для улучшения механич. обрабатываемости малолегированной стали, содержащей менее 0,5% углерода, применяют обычно высокий или полный изотермич. отжиг, обеспечивающий структуру пластинчатого перлита и феррита.
Средне углеродистую легированную сталь для ускорения термич. обработки перед механич. обработкой вместо высокого отжига подвергают неполному или неполному изотермич. отжигу. Высокоуглеродистая сталь обладает оптимальной механич. обрабатываемостью при структуре зернистого перлита, достигаемой неполным отжигом с нагревом немного выше точки АСх и последующим медленным охлаждением. Такой отжиг наз. иногда сфероидизацией. Для образования макс, количества зернистого перлита высокоуглеродистую сталь подвергают иногда маятниковому или циклич. отжигу, заключающемуся в повторных нагревах и охлаждении около точки ACl. В ряде случаев с целью облегчения механич. обрабатываемости для высокоуглеродистой стали применяют низкий отжиг. Для повышения пластич. деформации сталь подвергают низкому или неполному отжигу с целью получения структуры зернистого перлита. Для отжига нагартованной стали обычно применяют низкий или неполный отжиг. При отжиге высоколегированной конструкционной стали для макс, смягчения часто применяют сложные циклы охлаждения: производят нагрев до темп-ры выше ACl и ниже А с3, охлаждают до темп-ры ниже миним. устойчивости аустенита (450— 550°), повышают темп-ру до зоны неск. выше миним. устойчивости аустенита (650— 670°) и выдерживают до полного распада аустенита; переохлаждение стали до 450— 550° производится для уменьшения устойчивости аустенита при 600—670°. Медленное охлаждение при отжиге в интервале температур 650—450° у многих легированных сталей вызывает отпускную хрупкость, приводящую к понижению вязкости. Эта хрупкость полностью устраняется при последующей закалке стали. Во избежание отпускной хрупкости стали при отжиге после окончания превращения аустенита рекомендуется дальнейшее охлаждение проводить на воздухе.
16. Нормализация стали.
Нормализация. Термическую операцию, при которой сталь нагревают до температуры 30-50°С выше верхних критических точек АСз и Аст, выдерживают при этой температуре и затем охлаждают на спокойном воздухе, называют нормализацией.
Нормализацией устраняют внутренние напряжения и наклеп, повышают механические свойства и подготовляют структуру стали для окончательной термической обработки.
При нормализации превращение аустенита происходит с большей степенью переохлаждения, чем при отжиге, поэтому перлит имеет более тонкую структуру. В результате нормализации сталь получает нормальную, однородную мелкозернистую структуру. При нормализации среднеуглеродистых и малолегированных сталей образуется структура сорбитообразного перлита или сорбита и свободного феррита. При этом прочность и ударная вязкость нормализованной стали значительно выше, чем отожженной. Например, у хромистой стали 40Х после отжига σь= 65,5 кгс/мм2, δ = 21%, а к=5,6 кгсм/см2, а после нормализации σь =75,4 кгс/мм2; δ = 20,9%; ак = 7,8 кгсм/см2. Нормализация стали по сравнению с отжигом является более коротким процессом термической обработки, а следовательно, и более производительным. Поэтому углеродистые стали целесообразнее нормализовать, а не отжигать.
17. Оптическая металлография. Определение свойств сплава железо-углерод на основе данных металлографии.
Металлография - наука о структуре металлов и сплавов; раздел металловедения. Металлография исследует закономерности образования структуры металла, изучает его макроструктуру и микроструктуру, атомно-кристаллическое строение, влияние структуры на механические, электрические, магнитные и другие свойства.
Макроструктуру металлов и сплавов в металлографии наблюдают невооружённым глазом либо при небольшом увеличении (в 30-40 раз). Макроструктура характеризуется формой и расположением крупных кристаллитов (зёрен), наличием и расположением различных дефектов металлов, распределением примесей и неметаллических включений.
Исследования микроструктуры в металлографии производят с помощью светового или электронного микроскопов, с помощью дифрактометра
Металлография позволяет устанавливать взаимосвязь между структурой и свойствами металлических материалов. Устанавливая закономерности образования структуры, металлография прогнозирует свойства новых сплавов.
Помимо закономерностей образования структуры, металлография изучает условия и причины возникновения при кристаллизации, пластической деформации и рекристаллизации текстуры металлов, которая обусловливает анизотропию свойств поликристаллического материала.
Изучение структуры металла в металлографии проводят на специально подготовленных плоских и гладких поверхностях - шлифах. Приготовление шлифа заключается в шлифовке и последующей полировке металла.
Следующим этапом металлографического процесса является выявление структуры. Чаще всего это химическое травление. При этом поверхность шлифа подвергают воздействию специального реактива, в результате чего выявляются особенности химического и фазового состава и кристаллического строения (макроструктура и микроструктура) - границы зерен, различные фазы, неметаллические включения, поверхностные слои, поры, трещины и др. Для выявления структуры в металлографии также используют электролитическое травление и метод магнитной металлографии. Кроме того металлография практикует следующие способы выявления микроструктуры: тепловое травление, травление в расплавленных солях, катодное распыление, выявление микроструктуры по изменению объема.
Металлография включает в себя и физические методы контроля и исследования металлов, такие как рентгеноструктурный анализ, определение теплоёмкости и электросопротивления, неразрушающий контроль металлов и др.
18. Механические способы обработки стали ковка, волочение, прокат.
Волочение металла -- это протягивание изделия круглого или фасонного профиля через отверстие волочильного очка (волоку), площадь выходного сечения которого меньше площади сечения исходного изделия. Волочение выполняется тяговым усилием, приложенным к переднему концу обрабатываемой заготовки. Данным способом получают проволоку всех видов, прутки с высокой точностью поперечных размеров и трубы разнообразных сечений.
Обработка металла волочением находит широкое применение в металлургической, кабельной и машиностроительной промышленности. Волочением получают проволоку с минимальным диаметром 0,002 мм, прутки диаметром до 100 мм, причем не только круглого сечения, трубы главным образом небольшого диаметра и с тонкой стенкой. Волочением обрабатывают стали разнообразного химического состава, прецизионные сплавы, а также практически все цветные металлы (золото, серебро, медь, алюминий, и др.) и их сплавы. Изделия, полученные волочением, обладают высоким качеством поверхности и высокой точностью размеров поперечного сечения. Если изделию требуется придать в основном эти характеристики, то такой вид обработки называют калибровкой.
Волочение чаще всего выполняют при комнатной температуре, когда пластическую деформацию большинства металлов сопровождает наклеп. Это свойство в совокупности с термической обработкой, используют для повышения некоторых механических характеристик металла. Так, например, арматурная проволока диаметром 3...12 мм из углеродистой конструкционной, стали (0,70...0,90%С) при производстве ее волочением обеспечивает предел прочности 1400... 1900 МПа и предел текучести 1200... 1500 МПа.
Прокатка металлов является таким видом пластической обработки, когда исходная заготовка обжимается вращающимися валками прокатного стана в целях уменьшения поперечного сечения заготовки и придания ей заданной формы. Существует три основных способа прокатки: продольная, поперечная, поперечно-винтовая (или косая).
При продольной прокатке деформирование заготовки осуществляется между вращающимися в разные стороны валками. Оси прокатных валков и обрабатываемой заготовки параллельны (или пересекаются под небольшим углом). Оба валка вращаются в одном направлении, а заготовка круглого сечения -- в противоположном. В процессе поперечной прокатки обрабатываемая заготовка удерживается в валках с помощью специального приспособления. Обжатие заготовки по диаметру и придание ей требуемой формы сечения обеспечиваются соответствующей профилировкой валков и изменением расстояния между ними. Данным способом производят изделия, представляющие собой тела вращения (шары, оси, шестерни и пр.).
Поперечно-винтовая или косая прокатка выполняется во вращающихся в одном направлении валках, установленных в прокатной клети под некоторым углом друг к другу. Станы косой прокатки используют при производстве труб, главным образом для прошивки слитка или заготовки в гильзу. В момент соприкосновения металла с вращающимися валками, имеющими наклон к оси обрабатываемой заготовки, возникают силы, направленные вдоль оси заготовки, и силы, направленные по касательной к ее поперечному сечению. Совместное действие этих сил обеспечивает вращение, втягивание обрабатываемой заготовки в суживающуюся щель и деформирование.
Ковкой называется процесс горячей обработки металлов давлением, при котором на заготовку воздействуют ударами кувалды, бойка молота, нажатием бойка пресса или другим универсальным инструментом.
Исходная заготовка при ковке - слиток или отрезок проката. Ручная ковка в настоящее время применяется в ремонтных работах и художественной обработке металла.
Машинная ковка осуществляется на кузнечно-прессовых машинах: ковочных молотах с массой падающих частей от 0,5 до 16т, ковочных прессах с усилием от 500 до 100000т.
Для машинной ковки применяются ковочные молоты и ковочные прессы. Молотами называют кузнечные машины, предназначенные для обработки металлов ударами падающих частей.
Молоты делятся на паровоздушные, пневматические и с механическим приводом. Паровоздушные молоты приводятся в действие паром или воздухом под давлением 0,6-0,8 МПа. В зависимости от конструкции стоек различают одностоечные, арочные и мостовые молоты. Пар или сжатый воздух подается в рабочий цилиндр под поршень или над ним. Поршень соединен штоком с бабой и верхним бойком. Нижний боек укреплен на шаботе, установленном на отдельном фундаменте.
В основном производятся стальные поковки, которые куются при температуре 900-1300°С. Хотя ограничено производятся поковки из цветных материалов. Свойства материала при ковке значительно улучшаются, так как происходит дробление кристаллов металла, выравнивание химического состава, может быть создана целесообразно направленная мелкокристаллическая структура металла.
19. Чугуны виды Общие свойства.
Сплавы железа с углеродом, в которых содержание углерода более 1,7% называются чугунами.
Чугуны различаются по структуре, способам изготовления, химическому составу и назначению.
По структуре чугуны бывают серые, белые и ковкие. По способам изготовления—обыкновенные и модифицированные.
По химическому составу чугуны различают не легированные и легированные, т. е. такие, в составе которых имеются специальные примеси.

