 2015-05-26
2015-05-26 531
531| Номинальный размер, мм | Круг | Квадрат | Шестигранник | Допуск, мм при точности | |||||
| Площадь сечения, мм2 | Масса 1 м, кг | Площадь сечения, мм2 | Масса 1 м, кг | Площадь сечения, мм2 | Масса 1 м, кг | обычной (В) | повышен-ной (Б,П) | высокой (А) | |
| 19,6 | 0,15 | 0,20 | - | - | +0,3 -0,5 | +0,2 -0,5 (+0,1)* (-0,3) | +0,1 -0,2 | ||
| 5,5 | 23,8 | 0,19 | - | - | - | - | |||
| 28,3 | 0,22 | 0,28 | - | - | |||||
| 6,3 | 31,2 | 0,24 | - | - | - | - | |||
| 6,5 | 33,2 | 0,26 | - | - | - | - | |||
| 38,5 | 0,30 | 0,39 | - | - | |||||
| 50,3 | 0,39 | 0,50 | 55,4 | 0,43 | |||||
| 63,6 | 0,50 | 0,64 | 70,1 | 0,55 | |||||
| 78,5 | 0,32 | 0,79 | 86,7 | 0,68 | +0,1 -0,5 | +0,1 -0,3 | |||
| 95,0 | 0,75 | 0,95 | 104,8 | 0,82 | |||||
| 113,1 | 0,89 | 1,13 | 124,7 | 0,93 | |||||
| 132,7 | 1,04 | 1,33 | 146,3 | 1,15 | |||||
| 153,9 | 1,21 | 1,54 | 169,7 | 1,33 | |||||
| 170,7 | 1,39 | 1,77 | 194,8 | 1,53 | |||||
| 201,1 | 1,58 | 2,01 | 221,7 | 1,74 | |||||
| 227,0 | 1,78 | 2,27 | 249,0 | 1,96 | |||||
| 254,5 | 2,00 | 2,54 | 280,6 | 2,20 | |||||
| 383,5 | 2,23 | 2,82 | 312,6 | 2,45 | |||||
| 314,2 | 2,47 | 3,14 | 346,4 | 2,72 | +0,4 -0,5 | +0,2 -0,5 (+0,2)* (-0,4) | +0,2 -0,3 | ||
| 346,4 | 2,72 | 3,46 | 382,2 | 3,00 | |||||
| 380,1 | 2,98 | 3,80 | 419,1 | 3,29 | |||||
| 452,4 | 3,55 | 4,52 | 491,6 | 3,86 | |||||
| 490,9 | 3,85 | 4,91 | 541,2 | 4,25 | |||||
| 530,9 | 4,17 | 5,30 | 584,7 | 4,59 | +0,4 -0,7 | +0,2 -0,7 (+0,2)* (-0,6) | +0,2 -0,5 | ||
| 572,6 | 4,49 | - | - | - | - | ||||
| 615,8 | 4,83 | 6,15 | 679,0 | 5,33 | |||||
| 660,5 | 5,18 | 6,60 | - | - | |||||
| 706,9 | 5,55 | 7,06 | 779,4 | 6,12 | |||||
| 754,8 | 5,92 | 7,54 | - | - | |||||
| 804,2 | 6,31 | 8,04 | 886,8 | 6,96 | |||||
| 853,3 | 6,71 | 8,55 | - | - | |||||
| 907,9 | 7,13 | 9,07 | 7,86 | ||||||
| 962,1 | 7,55 | 9,62 | - | - | |||||
| 1018,0 | 7,99 | 10,17 | 8,81 | ||||||
| 8,44 | 10,75 | - | - | ||||||
| 8,90 | 11,24 | 9,82 | |||||||
| 9,38 | 11,94 | - | - | ||||||
| 9,86 | 12,56 | 10,88 | |||||||
| 10,36 | 13,20 | - | - | ||||||
| 10,88 | 13,85 | 11,99 | |||||||
| 11,40 | - | - | - | - | |||||
| 11,94 | - | - | - | - | |||||
| 12,48 | 15,90 | 13,77 | |||||||
| 13,05 | 16,61 | - | - | ||||||
| 13,75 | - | - | - | - | |||||
| 14,20 | 18,09 | 15,66 |
Продолжение таблицы 17
Сортамент круглой, квадратной и шестигранной стали
| Номинальный размер, мм | Круг | Квадрат | Шестигранник | Допуск, мм при точности | |||||
| Площадь сечения, мм2 | Масса 1 м, кг | Площадь сечения, мм2 | Масса 1 м, кг | Площадь сечения, мм2 | Масса 1 м, кг | обычной (В) | повышен-ной (Б,П) | высокой (А) | |
| 15,42 | 19,62 | 16,99 | +0,4 -1,0 (+0,2)* (-0,9) | +0,2 -1,0 (+0,2)* (-0,7) | +0,2 -0,8 | ||||
| 16,67 | 21,23 | 18,40 | |||||||
| 17,32 | - | - | - | - | |||||
| 17,65 | - | - | - | - | |||||
| 18,65 | 23,75 | 20,58 | |||||||
| 19,33 | - | - | - | - | |||||
| 20,74 | 26,40 | - | - | ||||||
| 22,19 | 28,26 | 25,50 | +0,5 -1,1 | +0,3 -1,1 (+0,3)* (-1,0) | +0,3 -0,9 | ||||
| 23,70 | - | - | - | - | |||||
| 24,47 | 31,16 | 26,68 | |||||||
| 26,05 | 33,17 | 28,70 | |||||||
| 27,68 | - | - | - | - | |||||
| 28,51 | - | - | - | - | |||||
| 30,21 | 38,46 | 33,30 | |||||||
| 31,96 | - | - | - | - | |||||
| 34,68 | - | - | 48,71 | 38,24 | |||||
| 37,51 | 44,16 | - | - | ||||||
| 39,46 | 50,24 | - | - | +0,5 -1,3 | +0,3 -1,3 (+0,4)* (-1,2) | +0,3 -1,1 | |||
| 41,46 | - | - | - | - | |||||
| 44,55 | 56,72 | 49,12 | |||||||
| 49,94 | 63,58 | 55,07 | |||||||
| 55,64 | 70,85 | 61,36 | |||||||
| 61,65 | 78,5 | 67,98 | +0,6 -1,7 | +0,4 -1,7 (+0,5)* (-1,5) | |||||
| 67,97 | 84,9 | ||||||||
| 74,60 | 93,1 | ||||||||
| 81,54 | 103,8 | ||||||||
| 88,73 | 110,9 | +0,8 -2,0 | +0,6 -2,0 | ||||||
| 96,33 | 120,3 | ||||||||
| 104,20 | 130,3 | ||||||||
| 112,36 | - | - | |||||||
| 120,34 | 145,5 | ||||||||
| - | - | 164,9 | |||||||
| 138,72 | 173,2 | ||||||||
| 157,83 | 198,8 | +0,9 -2,5 | Не устанавливается | ||||||
| 178,18 | 224,2 | ||||||||
| 199,76 | 251,6 | ||||||||
| 222,57 | 279,5 | ||||||||
| 246,62 | 310,1 | ||||||||
| Прокат больших размеров поставляется по соглашению сторон | +1,2 -3,0 | ||||||||
| 298,40 | |||||||||
| 326,15 | |||||||||
| 335,13 | |||||||||
| 385,34 | |||||||||
| * Допускаемые отклонения относятся только к шестиграннику, который изготовляется лишь обычной и повышенной точности |
з) Определение размеров облойной канавки
Поперечное сечение облойной канавки показано на рисунке 2.1. Размеры и площадь сечения облойной канавки определяют по высоте перемычки облойной канавки h3 (таблица 18).
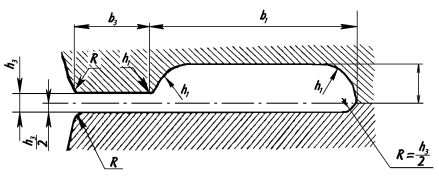 |
Рисунок 6. Форма и размеры облойной канавки
Таблица 18
Размеры облойной канавки
| h3, мм | h1, мм | R, мм | b3, мм | b1, мм | S3, мм |
| 0,6 | |||||
| 0,8 | |||||
| 1,0 | |||||
| 1,6 | 3,5 | ||||
| 2,0 | 1,5 | ||||
| 3,0 | 1,5 | ||||
| 4,0 | |||||
| 5,0 | |||||
| 6,0 | 2,5 | ||||
| 8,0 | |||||
| 10,0 |
Высота перемычки облойной канавки определяется по формулам:
– для поковки произвольной формы в плане
 ,
,
где FП – площадь проекции поковки на плоскость разъёма штампа, мм;
– для поковки квадратной в плане
 ,
,
где АП – сторона поковки в плоскости разъёма штампа, мм;
– для поковки круглой в плане
 ,
,
где DП – диаметр поковки в плоскости разъёма штампа, мм.
При выполнении чертежа чистового ручья штампа изображается только сам ручей без внешних контуров штампа.
и) Назначение режима нагрева заготовок
Температурный интервал горячей обработки давлением для углеродистых нелегированных сталей берётся в пределах:
– верхний предел на 150…200°С ниже линии солидус диаграммы состояния;
– нижний предел на 30…50°С выше критической точки А1.
Температурный интервал других сталей и сплавов приведён в литературе [7].
Время нагрева Т (час) рассчитывается по формуле:
 ,
,
где D – диаметр заготовки, м;
k – коэффициент, равный для углеродистой и низколегированной стали 12,5, а для высоколегированной – 25
После разработки технологии изготовления поковки в курсовой работе описывается последовательность операций технологического процесса получения поковки и применяемое оборудование.








