 2015-05-26
2015-05-26 501
501I способ – введение Si при выплавке (в присутствии кремния цементит либо не образуется, либо его очень мало).
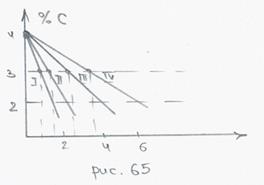
I – белые чугуны П + Ц + Л[П+Ц], Si мало.
II – половинчатые П + графит + Ц.
III – перлитные [П+графит]
IIIа – феррито-перлитные Ф + П + графит
IIIб – ферритные Ф + графит.
III – серые маркировки, СЧ-45
IIIа – СЧ-25
IIIб – СЧ-15 – самые не прочные.
Свойства серых чугунов зависят от структуры основы – чем больше кремния, тем полнее графитизация, тем прочность меньше.
Также свойства зависят от размера, формы графитовых включений.
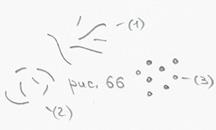
(1) – графитовые крупные пластинки, наименьшая пластичность, применяют для производства станин;
(2) – графитовые мелкие пластинки – модифицированные, применяют для производства зубчатых колес и корпусов. Соотношение Si-Ca (0.3 – 0.6)%;
(3) – графит шаровидный – модифицирование – Mg ~ (0.02 – 0.08)%, самый пластичный, применяют для производства коленчатого вала.
Высокопрочные чугуны ВЧ _ _ (σВ/σU)-_(δ) – старая маркировка;
ВЧ _ _ (σВ/σU) – старая маркировка.
Недостаток: из-за Si ухудшаются линейные качества (жидкотекучесть) чугуна. Для тонкостенных отливок серые чугуны не применяют.
II способ – применение специальной термической обработки (отжига).
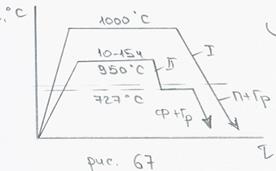
Отжиг белого чугуна на ковкий:
I – форма графита.
Графитовые хлопья – компактные
КЧ _ _ (σВ/σU) [кг/мм2]-_(δ)
КЧ-35-10, КЧ-60-3.
Недостаток: длительность процесса.








