2015-05-26
2015-05-26 2165
2165Впроцессе формообразования деталей на их поверхности появляется шероховатость — ряд чередующихся выступов и впадин сравнительно малых размеров.
Шероховатость может быть следом от резца или другого режущего инструмента, копией неровностей форм или штампов, может появляться вследствие вибраций, возникающих при резании, а также в результате действия других факторов.
Влияние шероховатости на работу деталей машин многообразно:
• шероховатость поверхности может нарушать характер сопряжения деталей за счет смятия или интенсивного износа выступов профиля;
• в стыковых соединениях из-за значительной шероховатости снижается жесткость стыков:
• шероховатость поверхности валов разрушает контактирующие с ними различного рода уплотнения;
• неровности, являясь концентраторами напряжений, снижают усталостную прочность деталей.
• шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий;
• шероховатость влияет на точность измерения деталей;
• коррозия металла возникает и распространяется быстрее на грубо обработанных поверхностях и т. п.
Шероховатость поверхности оценивается по неровностям профиля (рис. 9), получаемого путем сечения реальной поверхности плоскостью. Для отделения шероховатости поверхности от других неровностей с относительно большими шагами ее рассматривают в пределах базовой длины L.
Базой для отсчета отклонений профиля является средняя линия профиля m—m — линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратичное отклонение профиля до этой линии минимально.
ГОСТ 2789_73* установлены следующие параметры шероховатости (рис. 9).
1. Среднее арифметическое отклонение профиля Rа — это среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:
где l — базовая длина;
у — отклонение профиля (расстояние между любой точкой профиля и базовой линией m—m).
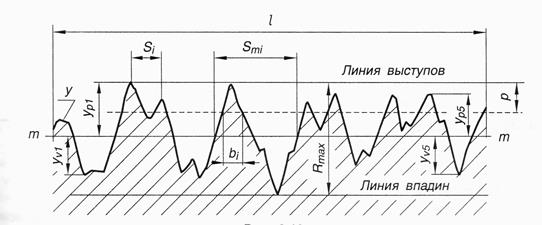
Рис.9
Высота неровностей профиля по десяти точкам Rz — сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины.