1. Назначение, устройство, основные узлы токарных станков. Токарные станки предназначены для обработки деталей различных классов (круглые и некруглые стержни, кольца. диски, корпусные детали). Токарные станки относятся к группе 1 делящейся на: 0 — специализированные автоматы и полуавтоматы; 1 — одношпиндельные автоматы и полуавтоматы; 2 — многошпиндельные автоматы и полуавтоматы; 3 — револьверные; 4 — сверлильно-отрезные; 5 — карусельные; 6 — токарные и лобовые; 7 — многорезцовые; 8 — специализированные; 9 — разные токарные. Универсальный токарно-винторезный станок (рис. 27) имеет станину 18— массивную базовую чугунную деталь на двух тумбах. В передней тумбе 16 установлен главный электродвигатель, в задней 12— насос и резервуар для СОТС. Верхняя часть станины имеет две пары направляющих для базирования и перемещения подвижных элементов станка. Передняя бабка 1 закреплена на левой части станины. В корпусе передней бабки расположена коробка скоростей и шпиндель 2, представляющий собой полый вал, на правом резьбовом конце которого устанавливается технологическая оснастка для базирования и за крепления заготовок (трехкулачковый патрон 3, планшайба и т.д.). Шпиндель получает вращение (главное движение 1 от главного электродвигателя через клиноременную передачу, систему зубчатых колес и муфт, размещенных на валах коробки скоростей, расположенной внутри передней бабки. Задняя бабка 8 установлена на правой части станины с возможностью перемещения по е внутренним направляющим. Внутри задней бабки размещена выдвижная пиноль 7, в конусное отверстие которой вставляются различные центры (неподвижный, вращающийся, плавающий. центр—пробка). При обработке коротких заготовок, заготовок типа «некруглый стержень» или корпусных заготовок в конусное отверстие пиноли устанавливается осевой инструмент (сверло, зенкер, развертка), что позволяет производить осевую обработку цен трального отверстия в заготовке. движение подачи при этом осуществляется вручную вращением маховичка задней бабки. На паре наружных направляющих станины размещается суппорт, состоящий из резцедержателя 5, поворотных салазок 4, поперечных салазок 6, продольных салазок 14 и фартука 15. В четырехпозиционном резцедержателе устанавливаются режущие инструменты — токарные резцы. Поворотные салазки установлены с возможностью по ворота и фиксации вокруг вертикальной оси, что позволяет обрабатывать короткие (до 150 мм) конусные поверхности с большими углами конусности (до 45°). При обработке длинных конусных поверхностей с малыми углами конусности (до 5°) смещают ось вращения заготовки, перемещая заднюю бабку перпендикулярно направляющим станины. Поперечные салазки позволяют придать режущему инструменту движение подачи Ds под углом 90° к оси вращения заготовки (поперечная подача). Продольные салазки позволяют придать режущему инструменту движение подачи Ds под углом 0° к оси вращения заготовки (продольная подача). движение подачи осуществляется вручную или автоматически. На передней стенке станины закреплена коробка подач, кинематически связанная с шпинделем системой зубчатых колес, установленных в гитаре подач 17. Коробка подач передает движение на ходовой вал 10 и ходовой винт]]. Ходовой винт служит для обеспечения автоматической подачи только при нарезании резьбы, для обеспечения автоматической подачи при других работах служит ходовой вал. для преобразования вращения ходового вала или ходового винта в прямолинейное перемещение служат механизмы, размещенные в фартуке (механизм типа «винт — гайка» для поперечной или продольной подачи при резьбонарезании, механизм типа «рейка—колесо» для других работ). При этом рейка 9 установлена на передней части станины. для сбора стружки и СОТС в нижней части станины установлен поддон 13.Универсальный токарно-винторезный станок позволяет установить не более пяти режущих инструментов (четыре в резцедержателе и один в пиноли задней бабки). для изготовления партии деталей с большим объемом токарной обработки универсальные станки малопригодны, так как требуется много времени на установку и наладку режущего инструмента.Для обработки партии сложных деталей типа ступенчатый валик, фланец, кольцо применяют токарно-револьверные станки. В токарно-револьверном станке несколько режущих инструментов устанавливают в «револьверной головке», что позволяет сократить время на установку и наладку инструментов. В прутковых револьверных станках заготовку (пруток различного сечения) зажимают в пустотелом цанговом патроне. После изготовления детали ее отрезают, протягивают оставшуюся часть прутка через полое осевое отверстие цангового патрона и обрабатывают следующую деталь. В патронных револьверных станках обрабатывают штучные заготовки, зажимая их в кулачковом патроне станка. Револьверные станки с многогранной револьверной головкой дополнительно оснащены одним или двумя (передним и задним) поперечными суппортами. 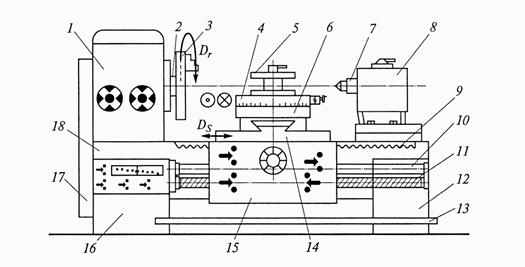 Рис. 27. Универсальный токарно-винторезный станок:1 — передняя бабка; 2 — шпиндель; З — трехкулачковый патрон; 4 — поворотные салазки; 5 — резцедержатель; б — поперечные салазки; 7 — пиноль; 8 — задняя бабка; 9 — рейка; 10 — ходовой вал; II — ходовой винт; 12 — задняя тумба; 13 — поддон; 14 продольные салазки; 15 — фартук; 16 — передняя тумба; 17 — гитара подач; 18 — станина Все инструменты, работающие с продольным движением подачи, закрепляются в револьверной головке. Все инструменты, работающие с поперечным движением подачи, закрепляются в суппортах. Станки с круглой револьверной головкой поперечных суппортов не имеют. При необходимости поперечное движение подачи осуществляется за счет медленного вращения револьверной головки вокруг горизонтальной оси. Обработка ступенчатых валов ведется на многорезцовых токарных полуавтоматах, автоматах или токарных гидрокопировальных автоматах.Обработка массивных заготовок с отношением длинны заготовки к ее диаметру 0,3…0,4 ведется на токарно – карусельных станках. 2. Процесс точения. Типы токарных резцов. Точение — лезвийная обработка резанием поверхностей вращения и торцевых поверхностей; главное движение, вращательное, придается заготовке, движение подачи, поступательное, придается режущему инструменту в направлении вдоль, перпендикулярно или под углом к оси вращения заготовки. Обработку наружных поверхностей называют точением, или обтачиванием, обработку внутренних поверхностей называют растачиванием.Характеристика методов точения. Обтачивание цилиндрических поверхностей (рис. 29, а—в) производится прямыми или отогнутыми резцами с продольным движением подачи. При этом используют различные проходные резцы для того, чтобы получить разные по форме переходные поверхности. Обычно перед обтачиванием наружных поверхностей подрезают торцы заготовки (рис. 29, г). Обработка производится подрезными резцами с поперечным движением подачи к центру или от центра заготовки. При подрезании к центру торец получается слегка вогнутым, при подрезании от центра торец получается слегка выпуклым, но шероховатость поверхности меньше. Протачивание канавок (рис. 29, д, е) проводится с поперечным движением подачи специальными резцами, у которых форма и размеры главной режущей кромки соответствуют протачиваемой канавке. Отрезание обработанной детали (рис. 29, ж) проводится отрезными резцами прямой или наклонной главной режущей кромкой. В последнем случае торец отрезанной детали получается более чистым. Растачивание внутренних цилиндрических поверхностей выполняют расточными резцами, закрепленными в резцедержателе в направлении оси заготовки, с продольной подачей. Растачивание гладких сквозных отверстий проводят проходными резцами (рис. 29, з), а ступенчатых и глухих — упорными расточными (рис. 29 и). Сверление, зенкерование и развертывание центральных отверстий (рис. 29, к) выполняют соответствующим режущим инструментом. Нарезание резьбы (рис. 29, л) проводится специальными резьбовыми резцами. Форма режущих кромок резцов определяется профилем и размерами поперечного сечения нарезаемой резьбы. Обработка конических поверхностей может проводиться не сколькими способами. Широкими токарными резцами с продольным или поперечным движением подачи (рис. 29, м) получают поверхности с длиной образующей не более 30 мм или для снятия фасок. Перемещением инструмента под углом к оси вращения за готовки (рис. 29, н) ведут обработку с ручной подачей резца. Длина обрабатываемой таким способом образующей конуса не превышает 100... 150 мм. Поворотом оси вращения заготовки на угол α,. не более 8° (рис. 29, о) обрабатывают длинные конические поверхности. 3. Конструкция и геометрия токарных резцов. Элементы резания и срезаемого слоя при точении Токарные резцы. По технологическому назначению различают резцы: проходные (рис. 28, а—в) — для обтачивания наружных цилиндрических и конических поверхностей; подрезные (рис. 28, г) — для обтачивания плоских торцов; расточные (рис. 28, д, е) — для растачивания сквозных и глухих отверстий; отрезные (рис. 28, ж), прорезные, или канавочные (рис. 28, з), — для точения наружных кольцевых канавок; резьбовые (рис. 28, и) — для нарезания резьбы; фасонные круглые (рис. 28, к) и призматические (рис. 28, л) — для обработки фасонных поверхностей и т.д. По форме головки различают прямые, отогнутые и оттянутые резцы. По характеру обработки различают резцы для чернового, получистового, чистового точения. По типу инструментального материала и способу его крепления на головке различают резцы цельные из углеродистых сталей (самокальные), цельные из быстрорежущих сталей, с напаянной пластинкой из быстрорежущей стали или из твердого сплава, с механическим креплением пластинки твердого сплава или кристалла сверхтвердого материала. По виду пластины твердого сплава различают резцы с перетачиваемыми трех- и четырехгранными пластинами и с неперетачиваемыми трех-, четырех-, пяти- и шестигранными пластинами.
Рис. 27. Универсальный токарно-винторезный станок:1 — передняя бабка; 2 — шпиндель; З — трехкулачковый патрон; 4 — поворотные салазки; 5 — резцедержатель; б — поперечные салазки; 7 — пиноль; 8 — задняя бабка; 9 — рейка; 10 — ходовой вал; II — ходовой винт; 12 — задняя тумба; 13 — поддон; 14 продольные салазки; 15 — фартук; 16 — передняя тумба; 17 — гитара подач; 18 — станина Все инструменты, работающие с продольным движением подачи, закрепляются в револьверной головке. Все инструменты, работающие с поперечным движением подачи, закрепляются в суппортах. Станки с круглой револьверной головкой поперечных суппортов не имеют. При необходимости поперечное движение подачи осуществляется за счет медленного вращения револьверной головки вокруг горизонтальной оси. Обработка ступенчатых валов ведется на многорезцовых токарных полуавтоматах, автоматах или токарных гидрокопировальных автоматах.Обработка массивных заготовок с отношением длинны заготовки к ее диаметру 0,3…0,4 ведется на токарно – карусельных станках. 2. Процесс точения. Типы токарных резцов. Точение — лезвийная обработка резанием поверхностей вращения и торцевых поверхностей; главное движение, вращательное, придается заготовке, движение подачи, поступательное, придается режущему инструменту в направлении вдоль, перпендикулярно или под углом к оси вращения заготовки. Обработку наружных поверхностей называют точением, или обтачиванием, обработку внутренних поверхностей называют растачиванием.Характеристика методов точения. Обтачивание цилиндрических поверхностей (рис. 29, а—в) производится прямыми или отогнутыми резцами с продольным движением подачи. При этом используют различные проходные резцы для того, чтобы получить разные по форме переходные поверхности. Обычно перед обтачиванием наружных поверхностей подрезают торцы заготовки (рис. 29, г). Обработка производится подрезными резцами с поперечным движением подачи к центру или от центра заготовки. При подрезании к центру торец получается слегка вогнутым, при подрезании от центра торец получается слегка выпуклым, но шероховатость поверхности меньше. Протачивание канавок (рис. 29, д, е) проводится с поперечным движением подачи специальными резцами, у которых форма и размеры главной режущей кромки соответствуют протачиваемой канавке. Отрезание обработанной детали (рис. 29, ж) проводится отрезными резцами прямой или наклонной главной режущей кромкой. В последнем случае торец отрезанной детали получается более чистым. Растачивание внутренних цилиндрических поверхностей выполняют расточными резцами, закрепленными в резцедержателе в направлении оси заготовки, с продольной подачей. Растачивание гладких сквозных отверстий проводят проходными резцами (рис. 29, з), а ступенчатых и глухих — упорными расточными (рис. 29 и). Сверление, зенкерование и развертывание центральных отверстий (рис. 29, к) выполняют соответствующим режущим инструментом. Нарезание резьбы (рис. 29, л) проводится специальными резьбовыми резцами. Форма режущих кромок резцов определяется профилем и размерами поперечного сечения нарезаемой резьбы. Обработка конических поверхностей может проводиться не сколькими способами. Широкими токарными резцами с продольным или поперечным движением подачи (рис. 29, м) получают поверхности с длиной образующей не более 30 мм или для снятия фасок. Перемещением инструмента под углом к оси вращения за готовки (рис. 29, н) ведут обработку с ручной подачей резца. Длина обрабатываемой таким способом образующей конуса не превышает 100... 150 мм. Поворотом оси вращения заготовки на угол α,. не более 8° (рис. 29, о) обрабатывают длинные конические поверхности. 3. Конструкция и геометрия токарных резцов. Элементы резания и срезаемого слоя при точении Токарные резцы. По технологическому назначению различают резцы: проходные (рис. 28, а—в) — для обтачивания наружных цилиндрических и конических поверхностей; подрезные (рис. 28, г) — для обтачивания плоских торцов; расточные (рис. 28, д, е) — для растачивания сквозных и глухих отверстий; отрезные (рис. 28, ж), прорезные, или канавочные (рис. 28, з), — для точения наружных кольцевых канавок; резьбовые (рис. 28, и) — для нарезания резьбы; фасонные круглые (рис. 28, к) и призматические (рис. 28, л) — для обработки фасонных поверхностей и т.д. По форме головки различают прямые, отогнутые и оттянутые резцы. По характеру обработки различают резцы для чернового, получистового, чистового точения. По типу инструментального материала и способу его крепления на головке различают резцы цельные из углеродистых сталей (самокальные), цельные из быстрорежущих сталей, с напаянной пластинкой из быстрорежущей стали или из твердого сплава, с механическим креплением пластинки твердого сплава или кристалла сверхтвердого материала. По виду пластины твердого сплава различают резцы с перетачиваемыми трех- и четырехгранными пластинами и с неперетачиваемыми трех-, четырех-, пяти- и шестигранными пластинами.  Рис. 28. Токарные резцы: а — проходной прямой; б — проходной отогнутый; е — проходной упорный. отогнутый; г — подрезной; д, е — расточные для сквозных и глухих отверстий соответственно; ж — отрезной; з — канавочный; и — резьбовой; к — круглый фасонный; л – призматический фасонный. 4. Физические особенности точения. Силы, действующие на резец. Момент точения. Обработка заготовки точением осуществляется при сочетании двух движений: равномерного вращательного движения детали - движения резания (или главное движение) и равномерного поступательного движения резца вдоль или поперек оси детали - движение подачи. К элементам режима резания относятся: глубина резания t, подача S, скорость резания V. Глубина резания - величина срезаемого слоя за один проход, измеренная в направлении, перпендикулярном обработанной поверхности, т.е. перпендикулярном направлению подачи.
Рис. 28. Токарные резцы: а — проходной прямой; б — проходной отогнутый; е — проходной упорный. отогнутый; г — подрезной; д, е — расточные для сквозных и глухих отверстий соответственно; ж — отрезной; з — канавочный; и — резьбовой; к — круглый фасонный; л – призматический фасонный. 4. Физические особенности точения. Силы, действующие на резец. Момент точения. Обработка заготовки точением осуществляется при сочетании двух движений: равномерного вращательного движения детали - движения резания (или главное движение) и равномерного поступательного движения резца вдоль или поперек оси детали - движение подачи. К элементам режима резания относятся: глубина резания t, подача S, скорость резания V. Глубина резания - величина срезаемого слоя за один проход, измеренная в направлении, перпендикулярном обработанной поверхности, т.е. перпендикулярном направлению подачи. 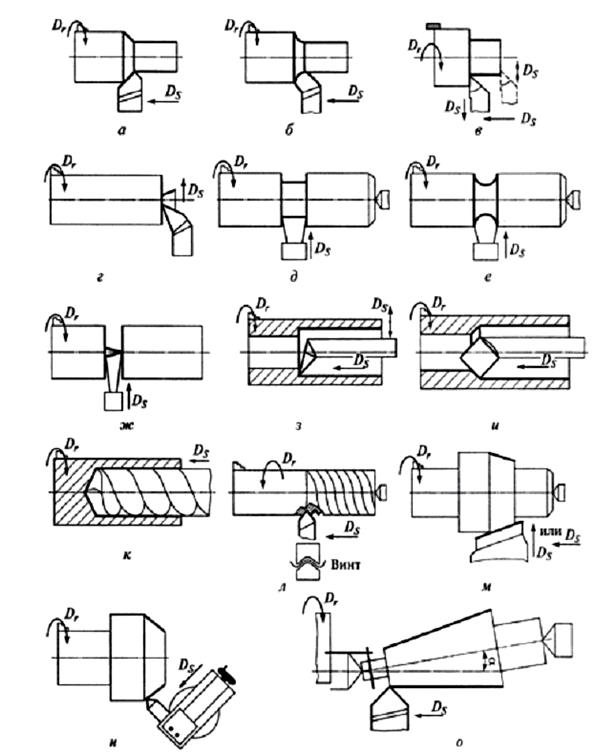 Рис. 28. Основные схемы обработки заготовок на универсальномтокарно-винторезном станке: а — е — обтачивание наружных цилиндрических поверхностей; г – подрезание торцов; д, е — протачивание прямых и фасонных канавок соответственно; ж отрезание; з, и — растачивание гладких и ступенчатых отверстий соответственно; к — сверление; л — нарезание резьбы; м — точение конусов с поперечной подачей; н, о — точение коротких и длинных конических поверхностей соответственно; Dr— движение резания; Ds — движение подачи; α — угол поворота оси заготовки При черновой обработке, как правило, глубину резания назначают равной всему припуску, т.е. припуск срезают за один проход h = t =
Рис. 28. Основные схемы обработки заготовок на универсальномтокарно-винторезном станке: а — е — обтачивание наружных цилиндрических поверхностей; г – подрезание торцов; д, е — протачивание прямых и фасонных канавок соответственно; ж отрезание; з, и — растачивание гладких и ступенчатых отверстий соответственно; к — сверление; л — нарезание резьбы; м — точение конусов с поперечной подачей; н, о — точение коротких и длинных конических поверхностей соответственно; Dr— движение резания; Ds — движение подачи; α — угол поворота оси заготовки При черновой обработке, как правило, глубину резания назначают равной всему припуску, т.е. припуск срезают за один проход h = t =  (мм);где h - припуск, мм; D - диаметр заготовки, мм; d - диаметр детали, мм. При чистовой обработке припуск зависит от требований точности и шероховатости обработанной поверхности. Подача - величина перемещения режущей кромки инструмента относительно обработанной поверхности в направлении подачи за единицу времени (минутная подача Sм) или за один оборот заготовки. При черновой обработке назначают максимально возможную подачу исходя из жесткости и прочности системы СПИД, прочности пластинки, мощности привода станка; при чистовой обработке - в зависимости от требуемой степени точности и шероховатости обработанной поверхности. Скорость резания - величина перемещения точки режущей кромки инструмента относительно поверхности резания в направлении движения резания за единицу времени. Скорость резания зависит от режущих свойств инструмента и может быть определена при точении по таблицам нормативов [4] или по эмпирической формуле [
(мм);где h - припуск, мм; D - диаметр заготовки, мм; d - диаметр детали, мм. При чистовой обработке припуск зависит от требований точности и шероховатости обработанной поверхности. Подача - величина перемещения режущей кромки инструмента относительно обработанной поверхности в направлении подачи за единицу времени (минутная подача Sм) или за один оборот заготовки. При черновой обработке назначают максимально возможную подачу исходя из жесткости и прочности системы СПИД, прочности пластинки, мощности привода станка; при чистовой обработке - в зависимости от требуемой степени точности и шероховатости обработанной поверхности. Скорость резания - величина перемещения точки режущей кромки инструмента относительно поверхности резания в направлении движения резания за единицу времени. Скорость резания зависит от режущих свойств инструмента и может быть определена при точении по таблицам нормативов [4] или по эмпирической формуле [  ] м/мин,где Сv - коэффициент, учитывающий условия обработки; m, x, y - показатели степени; T - период стойкости инструмента; t - глубина резания, мм; S - подача, мм/об; Kv - обобщенный поправочный коэффициент, учитывающий изменения условий обработки по отношению к табличным [Kv = Knv * Kuv * Kφv * Krv],где Kmv - коэффициент, учитывающий влияние материала заготовки; Knv - коэффициент, учитывающий состояние поверхности заготовки; Kuv - коэффициент, учитывающий материал инструмента; Kφv - коэффициент, учитывающий главный угол в плане резца; Krv - коэффициент, учитывающий радиус при вершине резца - учитывается только для резцов из быстрорежущей стали. При настройке станка необходимо установить частоту вращения шпинделя, обеспечивающую расчетную скорость резания. [
] м/мин,где Сv - коэффициент, учитывающий условия обработки; m, x, y - показатели степени; T - период стойкости инструмента; t - глубина резания, мм; S - подача, мм/об; Kv - обобщенный поправочный коэффициент, учитывающий изменения условий обработки по отношению к табличным [Kv = Knv * Kuv * Kφv * Krv],где Kmv - коэффициент, учитывающий влияние материала заготовки; Knv - коэффициент, учитывающий состояние поверхности заготовки; Kuv - коэффициент, учитывающий материал инструмента; Kφv - коэффициент, учитывающий главный угол в плане резца; Krv - коэффициент, учитывающий радиус при вершине резца - учитывается только для резцов из быстрорежущей стали. При настройке станка необходимо установить частоту вращения шпинделя, обеспечивающую расчетную скорость резания. [  ], об/мин (2.3) Основное технологическое (машинное) время - время, в течение которогопроисходит снятие сружки без непосредственного участия рабочего [
], об/мин (2.3) Основное технологическое (машинное) время - время, в течение которогопроисходит снятие сружки без непосредственного участия рабочего [  ], мин (2.4)где L - путь инструмента в направлении рабочей подачи, мм; i - количество проходов. L=l + y + Δ, ммгде l – размер обрабатываемой поверхности в направлении подачи; y – величина врезания, мм; Δ – величина перебега, мм, Δ =1(2) мм. y = t*ctgφ,где t - глубина резания; φ - главный угол в плане резца.
], мин (2.4)где L - путь инструмента в направлении рабочей подачи, мм; i - количество проходов. L=l + y + Δ, ммгде l – размер обрабатываемой поверхности в направлении подачи; y – величина врезания, мм; Δ – величина перебега, мм, Δ =1(2) мм. y = t*ctgφ,где t - глубина резания; φ - главный угол в плане резца.
Краткие теоретические сведения. 1. Назначение, устройство, основные узлы токарных станков.Токарные станки предназначены для обработки деталей различных классов (круглые и некруглые стержни
 2015-05-26
2015-05-26 1596
1596Поделись с друзьями:
|
|
Подборка статей по вашей теме:
- Обработка плоских поверхностей корпусных деталей
- Обработка заготовок на сверлильных станках
- Токарно-револьверные станки
- Лоботокарные станки
- Электрооборудование токарных станков
- Обработка металлов резанием
- Токарные станки
- Станки сверлильно-расточной группы
- Токарные и токарно-винторезные станки
- УКБ главного движения. Токарно-револьверный станок модели 1П365
- Часть 1. Станки токарной группы
- Основные операции механической обработки зубчатого колеса со ступицей 7-й степени точности
 8406
8406 8406
8406