 2015-06-10
2015-06-10 1035
1035Ручная дуговая сварка плавящимся электродом на постоянном или переменном токе производится электродами диаметром от 2 по 8 мм, длиной 250—450 мм, покрытыми снаружи специальной обмазкой. Расплавленный металл защищается от воздуха за счет шлака и газов, образующихся при плавлении обмазки. Сварщик вручную перемещает дугу относительно свариваемых кромок и по мере оплавления подает электрод к изделию. Применяются электроды с тонкой — ионизирующей и толстой — качественной обмазками (наиболее распространены). Качественная обмазка толщиной более 0,5 мм состоит из веществ, обеспечивающих защиту расплавленного металла от воздуха, легирование металла для получения шва различного состава и свойств. Такие электроды применяются для ответственных изделий, а электроды с тонкой обмазкой—для неответственных соединений.
По назначению и свойствам наплавленного металла различают 3 основных вида электродов: электроды для сварки конструкционных сталей, обеспечивающие получение наплавленного металла с пределом прочности от 34 до 145 кг/мм2; электроды для сварки легированных сталей с особыми свойствами, предназначенные для сварки перлитных теплоустойчивых сталей, ферритных, подуферритных и аустенитных коррозионностойких, жаропрочных и окалиностойких сталей и сплавов; электроды для наплавки поверхностных слоев с особыми свойствами, позволяющими получать твердые износостойкие и эрозиостойкие поверхности.
Ручная дуговая сварка применима во всех пространственных положениях и обеспечивает получение высококачественных соединений. Ее недостатки — низкая производительность, зависимость качества шва от квалификации сварщика и тяжелые условия труда.
В промышленности распространены усовершенствованные способы ручной дуговой сварки на больших токах, обеспечивающих более высокую производительность. Сварка опирающимся электродом производится с большой толщиной обмазки, в связи с чем на конце электрода образуется чехольчик, внутри которого горит дуга, в результате получается концентрация тепла дуги и увеличивается глубина провара при снижении потерь на угар и разбрызгивание. Сварка пучком электродов выполняется несколькими электродами, стержни которых на всей длине, кроме токоподводящих концов, изолированы друг от друга; дуга поочередно горит между всеми электродами пучка, самопроизвольно переходя с электрода на электрод. Сварка трехфазной дугой производится спаренным электродом с изолированными друг от друга стержнями. Стержни подключены к двум фазам переменного тока, а изделие — к третьей фазе. При сварке дуги горят между каждым стержнем и изделием и между двумя стержнями.

.
Техника ручной сварки. Дугу можно возбудить двумя способами: прикосновением торца электрода к свариваемому изделию с последующим его отводом на расстояние 3—4 мм; быстрым боковым движением электрода по направлению к свариваемому изделию с последующим отводом (подобно зажиганию спички). Прикосновение электрода к изделию должно быть кратковременным: иначе он приваривается к изделию.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и обеспечивает получение высококачественного сварного шва, так как расплавленный металл быстро проходит воздушный промежуток и меньше окисляется и азотируется. Для правильного формирования шва при сварке плавящимся электродом его необходимо держать наклонно по отношению к поверхности свариваемого металла (под углом 15—20° от вертикали). Изменяя угол наклона электрода, можно регулировать глубину расплавления основного металла и влиять на скорость сварки и охлаждения наплавленного металла.
При сварке тонких листов накладывают шов в виде узкого валика (шириной 0,8—1,5 диаметра электрода). При сварке толстых листов применяют уширенные валики. При таких швах конец электрода совершает три движения: поступательное вдоль оси электрода, поступательное вдоль линии шва и поперечно-колебательные движения. Последние улучшают прогрев кромок шва, замедляют остывание ванны наплавленного металла, устраняют непровар и обеспечивают получение однородного шва. Схема различных колебательных движений конца электрода показана на рис. 1.
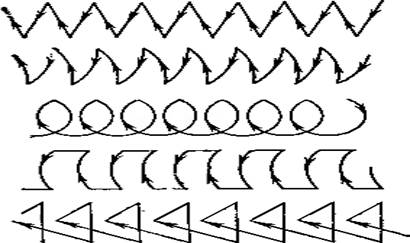
Рис. 1. Схема движения электрода при ручной электродуговой сварке
Сварку встык без разделки кромок производят преимущественно сквозным проплавлением с одной стороны шва. В этих случаях рекомендуется применять подкладки (стальные, медные). Иногда, если возможно, шов подваривают узким валиком с обратной стороны.
При сварке встык шва с V-образной разделкой, дугу зажигают вблизи скоса кромок и наплавляют валик металла. В зависимости от толщины листа и диаметра электродов шов выполняют за один или несколько проходов.
При многослойной сварке каждый слой тщательно очищают. Число слоев определяют исходя из диаметра электрода. Толщина слоя равна (0,8/1,2)dэл.
Для сварки Х-образных швов с целью уменьшения деформации слои накладывают попеременно с обеих сторон разделки.
При образовании углового шва электрод ставят под углом 45° к поверхности детали. Применяя повышенные величины тока (во избежание непровара шва), обе свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45°.








