 2015-06-14
2015-06-14 2234
22341. Подготовка и подача шихты к печам. Шихтовый двор предназначен для складирования и хранения шихтовых материалов. Здесь производится разгрузка металлошихты, ферросплавов и сыпучих материалов, погрузка их в мульды и бадьи и подача к печам. Цель – обеспечение своевременной и бесперебойной доставки материалов к сталеплавильным агрегатам. Шихтовые материалы делятся на две группы: магнитные и сыпучие, складируемые отдельно. Магнитные материалы хранятся на специально отведенной площади или не в глубоких бункерах. Для хранения сыпучих (железной руды, известняка, доломита) устанавливают углубленные железобетонные бункеры. Количество подаваемых на шихтовый двор материалов должно обеспечивать суточную потребность цеха. Работы по разгрузке вагонов поступающих в цех, погрузке шихтовых материалов и мульды, работы по уборке территории шихтового двора выполняют магнитные, грейферные и магнито-грейферные краны. Подача шихтовых материалов к печам должна быть регламентирована по времени по количеству и качеству. Многолетний опыт работы мартеновских цехов показал, что организация работы шихтовых дворов по самостоятельному графику, независимо от графика выплавки плавок, удобно. В этом случае она строится исходя со среднесуточного количества плавок. Научная организация производства и труда требует, чтобы рабочий парк мульдовых составов устанавливается на основании нормативов длительности их оборота и числа плавок в сутки. В современных конвертерных цехах применяется наиболее рациональная автоматизированная поточная система подачи материалов к агрегатам. Сыпучие материалы (руда, известь, плавиковый шпат) поступают в шихтовые отделения в железнодорожных вагонах и разгружаются в приемные бункера, из которых непрерывно подаются ленточными и реверсивными конвертерами к расходным бункерам конвертерного пролета. Комплекс подачи и завалки сыпучих материалов в конвертеры состоит из трех узлов: подачи материалов из расходных бункеров в промежуточный бункер, подача материалов из промежуточного бункера в конвертер. Перед загрузкой в конвертеры сыпучие материалы взвешиваются бункерным весовым дозатором с программным управлением. В связи с увеличением мощности конвертеров и доли лома в шихте система подачи и загрузки должна обеспечивать надежность в работе и минимальные затраты на погрузку агрегатов.
Информационная подсистема обеспечивает сбор данных, архивацию и отображение состояние оборудования трех линий дозирования, поточно- транспортной системы и печных бункеров 4-х рудотермических электропечей:
Первая линия дозирования состоит из 7 порционных дозаторов, сборного ленточного конвейера и шибера.
Вторая и третья линии дозирования состоят из семи однотипных непрерывных дозаторов (каждая), сборного ленточного конвейера и шибера.
Каждый из дозаторов непрерывной системы дозирования включает:
- вибропитатель с лотком, установленным под сортовым бункером
- весоизмеритель ленточный.
Дозирование выполняется по 7 компонентам (кварцит, каменный уголь, нефтекокс, орешек, железная стружка и деревянная щепа) в задаваемом технологами соотношении и с необходимой точностью.
ПТС включает четыре конвейера ленточных, обеспечивающих доставку шихты к печам, 4 реверсивных ленточных конвейера, обеспечивающих загрузку печных бункеров, а также 2 пересыпных конвейера для перегрузки шихты между рекурсивными конвейерами, 2 шибера, обеспечивающих переключение транспортных потоков и вентилятор аспирации. Технологическая схема процесса непрерывного дозирования, шихтоподачи и загрузки шихты в электропечи приведена на рис. 2.
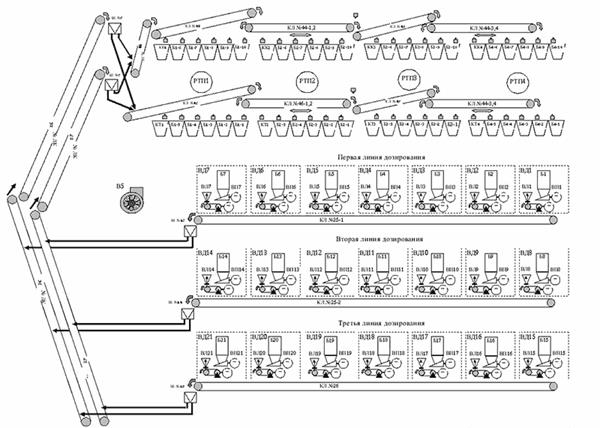
Рис. 2. Технологическая схема процесса непрерывного дозирования, шихтоподачи и загрузки шихты в электропечи.
Дозирование осуществляется в виде последовательных подач, характеризуемых уникальным заданием соотношения компонент, их количеством и выбором печи.
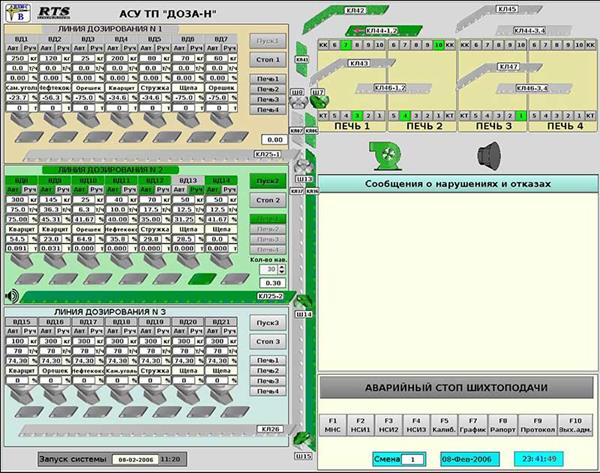
Рис.3. Основная мнемосхема системы дозирования и шихтоподачи
По результатам каждой подачи формируется рапорт подачи, содержащий количество сдозированной шихты по компонентам, время подачи, принадлежность печи.
- Обслуживание сталеплавильных агрегатов. Весь комплекс работ по обслуживанию сталеплавильных агрегатов делится на группы: подготовка к плавке, ведение процесса плавки, уборка продуктов плавки, поддержание агрегата в рабочем состоянии. Равномерная загрузка бригады, обслуживающей печь, возможна при соблюдений следующих условий: завалка шихты и выпуск стали не должны совпадать во времени с одноименными операциями на смежных печах, так как смежные печи, как правило, обслуживаются одной завалочной машиной и одним разливочным краном; интервалы между выпусками плавок из всех печей должны быть по возможности одинаковы, а выпуск плавок на протяжении суток распределен равномерно. Для соблюдений указанных условий ежесуточно составляют графики работы печей, которые строят с учетом длительности плавки в целом и по периодам, количество выпусков в сутки и интервалов между выпусками. Численность рабочих бригады по обслуживанию конвертера регламентируется нормативами, а организация труда – проектами организации рабочих мест. В цехах с двумя работающими конвертерами с мощностью по 100-130 тонн сменная бригада состоит из 7 человек: старшего сталевара (бригадир), двух сталеваров, первого и второго подручных, одного машиниста дистрибутора и машиниста заливочного крана. Машинист дистрибутора управляет с пульта технологическим процессом выплавки стали, приводом при подъеме и повалке конвертера, кислородной фурмой; включает механизм по дозировке и подаче сыпучих материалов в конвертер, ведет наблюдение за показаниями приборов, характеризующих процесс плавки. Бригадир организует работу всей бригады на рабочей площадке. В обязанности старшего сталевара входит руководство процессом плавки в соответствии с технологической инструкцией, контроль за состоянием футеровки, открытием и закрытием сталевыпускного отверстия, наличием раскислителем, необходимых инструментов, порошков и масс. Обязанности между членами бригады могут распределятся следующим образом: первый подручный сталевара подает команды при завалке металлолома и сливе чугуна в конвертер, подготавливает ферросплавы, разделывает сталевыпускное отверстие, производит раскисление и легирование стали, отбирает пробы металла и шлака из конвертера, следит за состоянием ложек и выполняет работы связанные с подваркой футеровки. Второй подручный заготавливает ферросплавы, обеспечивает доставку проб металла и шлака в химическую лабораторию, разделывает летку и замеряет температуру стали. Он принимает участие в раскислении металла при выпуске, в работах по ремонту футеровки и сталевыпускного отверстия.
- Организация работ по разливке и уборке продуктов плавки. Организация работ по разливке и уборке продуктов плавки должна обеспечить выпуск плавок по суточному графику, а также доставку слитков в горячем состоянии в пролет нагревательных колодцев прокатного цеха. В разливочном пролете выполняются следующие работы: разливка стали, подготовка сталеразливочных ковшей к приему очередной плавки, холодный ремонт сталеразливочных ковшей с заменой футеровки, подготовка и ремонт футеровки сталевыпускных желобов, наборка и сушка стопоров, уборка шлака и др. Разливку стали производит бригада разливщиков состоящая из старшего разливщика, разливщика и подручного. Для разливки пролет оборудован разливочными площадками с заездами для составов. Все работы организует мастер, который следит за своевременной заменой шлаковых чаш под печами, постановкой сталеразливочных ковшей под желоба и так далее. Нормы выработки для рабочих разливочного пролета, устанавливаются в тоннах, выплавленной годной стали за смену на обслуживаемых ими печах.
Список используемой литературы:
И.А. Медведев, Б.П. Бельгольский, Е.П. Зайцев «Организация, планирование и управление производством на металлургических предприятиях». Киев – Донецк 1984г.








