 2015-06-16
2015-06-16 803
803| Вариант | Свариваемый материал | Толщина, мм | Расход аргона л/мин. | Расход, л, на 1 м шва при скорости сварки м/ч. | ||||||||
| ручной | механизированной | |||||||||||
| Алюминиевые сплавы | ||||||||||||
| >5 | ||||||||||||
| Магниевые сплавы | ||||||||||||
| >5 | ||||||||||||
| Низко- и редне- легированная сталь | ||||||||||||
| Коррозионно- стойкие стали | 0,5 | А. | ||||||||||
| 1,5 | 2.4 | |||||||||||
| Титановые сплавы | 0,5 | |||||||||||
| 1.0 | ||||||||||||
Важной характеристикой процесса аргонодуговой сварки является расход защитного газа Расходом газа определяется качество сварного соединения и экономическая эффективность процесса. Расчетных методов определения расхода аргона в настоящее время не существует и потому в таблице 3 приведены справочные данные.
Аргонодуговая сварка неплавящимся электродом может осуществляться в импульсном режиме. Такой вид сварки получил название импульсно-дуговой.
Вместо единого сварочного тока Ісв здесь различают ток паузы /базовый/ ІП и ток импульса Іи, кроме того, введены понятия длительности импульса тока tц. длительности паузы tП и длительности цикла tц=tи+tп.
В основу расчета режимов импульсно- дуговой сварки не плавящимся электродом в аргоне положены номограммы для определения Iп и Іа,.который определяется по формуле Іа=Іи -Іа_н и представляет собою предельно допустимую амплитуду импульса, рис. 4.
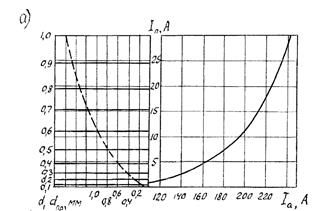
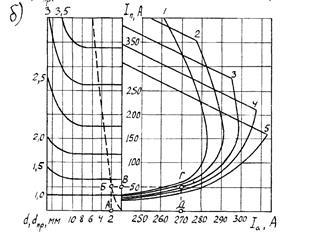
Рис. 4. Номограммы для определения токов ІП и Іа, при импульсно-луговой сварке на весу деталей толщиной: а) 0,1-1 мм, б) 1-5 мм
Ключ номограммы указан штриховыми линиями и точками А, Б, В, Г, Д.
 (3)
(3)
 (4)
(4)
Определение длительности импульса:
 ,с (5)
,с (5)
К1 - характеристика источника импульсов. Измеряется в А/с, находится в переделах 1-5.
Длительность всего цикла:
 , (6)
, (6)
где f - частота следования переходного импульсов. Данная величина составляет 10 Гц.
Эффективный ток:
 , А (7)
, А (7)
Ширина шва:
 , мм (8)
, мм (8)
где j - плотность тока в активном пятне установившейся дуги. Принимается равным - 15 А/мм2.
Скорость сварки:
 , м/ч, (9)
, м/ч, (9)
где  – диаметр электрода (табл. 2)
– диаметр электрода (табл. 2)
 – толшина свариемых деталей (табл.3)
– толшина свариемых деталей (табл.3)
 – эффективное сварочное напряжение, принимается в диапазоне 18-25 В.
– эффективное сварочное напряжение, принимается в диапазоне 18-25 В.
Fпр - площадь поперечного сечения электродной проволоки; 
αн - коэффициент наплавки, г/А×ч;
Коэффициент наплавки αП выбирают в зависимости от сварочного тока и диаметра электродной проволоки, что составляет в среднем 14-16 г/А×ч.








