 2015-06-16
2015-06-16 3399
3399Барлық өткелдерге кесу режимін есептеу орындалады.
- 010 операцияда 2 өткелге бетті фрезерлеу.
Кесу тереңдігі t = 1,4 мм.
Беріліс SZ = 0,5 мм/тіс.
Кесу жылдамдығы формула бойынша есептеледі:
 (3.1)
(3.1)
мұндағы, Cv, q, m, x, y, u, p –дәреже көрсеткіші мен коэффициенті.
В = 34 мм – фрезерлеу ені;
Z = 14 – фрезаның тіс саны;
Kv – түзетілетін коэффициент
 (3.2)
(3.2)
мұндағы Knv = 1 – дайындама бетінің жағдайын ескеретін түзету коэффициенті.
Kмv = 0,8 – өңделетін материалдың әсер ететін физико механикалық қасиеттерін ескеретін коэффициент.
Kuv = 1 – құралдық материалды ескеретін коэффициент.
Kv = 0,8×1×1 = 0,8
Сv = 155; q = 0,25; x = 0,1; y = 0,4; u = 0,15; p = 0,1; m = 0, 2
 .
.
Шпиндельдің айналым саны:
Кесу қуаты:
 (3.3)
(3.3)
 (3.4)
(3.4)
мұндағы CP = 82,5;
x = 0,95;
y = 0,8;
u = 1,1;
q = 1,1;
w = 0 – өңдеу жағдайына байланысты көрсеткіштер мен коэффициент;

Шпиндельдегі айналу моменті:
 (3.5)
(3.5)
– 010 операцияда 4 өткелге фреза кірісіне саңылауды бұрғылау.
Кесу тереңдігі: t = 4 мм.
Беріліс: So=0,27 мм/айн.
Кесу жылдамдығы келесі формула бойынша анықталады:
 (3.6)
(3.6)
мұндағы Cv, q, m, y – дәреже көрсеткіші мен коэффициенті.
Cv = 36,3; q = 0,25; m = 0,125; y = 0,55; T = 35;
 (3.7)
(3.7)
мұндағы Kmv=0,8;
Kuv=1;
Klv=1;
Kv = 0,8×1×1=0,8

Осьтік күш пен айналу моментін анықтайық:
 (3.8)
(3.8)
 (3.9)
(3.9)
Ср = 9,8; q = 1,0; y = 0,7;
См = 0,005; q=2; y = 0,8; Кр = Кмр = 1;
Ро = 10 × 9,8 × 81,0 × 0,270,7. 1 = 314 Н
Мкр = 10 × 0,005 × 82 × 0,270,8 × 1= 1,123 Н×м
Кесу қуаты:
 (3.10)
(3.10)
мұндағы 
 .
.
– 010 операцияда 8 өткелге М 6´0,8 жолағын кесу.
Кесу тереңдігі тісті жолақ биіктігіне тең: t = 0,4 мм.
Беріліс жолақ қадамына тең: S = 0,8 мм/айн
Белгілегішпен кесуде кесу жылдамдығы:
 (3.11)
(3.11)
мұндағы СV = 20;
m = 0,9;
y = 0,5;
q = 1,2;
Т = 90 мин;
 (3.12)
(3.12)
мұндағы KMV = 0,5;
KUV = 1,0;
KТV = 1
Айналым саны: 
Кесу күшінің тангенциаль құраушысы (айналушы момент):
 (3.13)
(3.13)
мұндағы P – жолақ қадамы, мм;
CM = 0,0022;
y = 1,5;
q = 1,8;
KP = 1,5
MKP = 0,0022 × 10 × 61,8× 0,81,5 × 1,5 = 0,6 Н×м.
Кесу қуаты:
– 015 операцияда 3 өткелге бет ұшталуы.
Кесу тереңдігі: t1 = 1,4 мм.
Беріліс S1 = 0,6 мм/об.
Кесу жылдамдығы келесі формуламен есептеледі:
 (3.14)
(3.14)
Kv = 0,8 × 1 × 1 = 0,8
Сv =328; x =0,12; y =0,5; m =0, 28; Т = 60 мин;

Шпиндельдің айналым саны:
Кесу күшін құраушылар

мұндағы Кр = Кмр. Кцр. Кгр. Клр. Кrр
CP =40;
x =1; y =0,75; n =0;
Кмр =1;
Кцр =0,89;
Кгр =1,1;
Клр =1; Кrр =1;
Кр = 1. 0,89. 1,1. 1. 1 = 0,979

Кесу қуаты:
– 010 операцияда 8 өткелге М 6´0,8 жолағын кесу.
Кесу тереңдігі тісті жолақ биіктігіне тең: t = 0,4 мм.
Беріліс жолақ қадамына тең: S = 0,8 мм/айн
Қалған операцияларға кесу режимі осыған ұқсас есептеледі. Нәтижелерін 3.1 – кестеге жинақтаймыз.
3.1 - кесте - Кесу режимдері
| № операция | № өткел | t, мм | SM, мм/мин | v, м/мин | n, об/мин | Pz, Н | MКР, Н.м | N, кВт |
| 1,4 0,9 10,2 0,6 2,6 0,4 | 1,67 | - | - 0,47 0,6 | 0,58 1,63 0,293 0,24 1,3 0,18 0,055 |
Жылдамдық сипаттамаларына есептеу және негіздеу
1)Кесу тереңдігі
Кеңейжонғанда:
tmax=Ct∙Dmax0,33, Ct=0,8 – алмас үшін, Ct=0,6 – шойын үшін.
tmax=0,8∙2500,33=4,94≈5 мм – алмас үшін.
tmax=0,6∙2500,33=3,71≈3,5 мм – шойын үшін.
tmin=0,7+0,025∙Dmin0,5=0,7+0,025∙62,50,5=0,89≈1 мм
1)Беріліс шегін анықтаймыз
Кеңейжонғыштау кезіндегі минималды беріліс келесі формуламен анықталады, мм/айн;
 (3.15)
(3.15)
Шойын үшін: Cм=0,045; x=0,25; y=1,25, z=0,5; U=0,75
Алмас үшін: Cм=0,008; x=0,03; y=1,4, z=0,35; U=0,7
Шойын үшін: 
Алмас үшін: 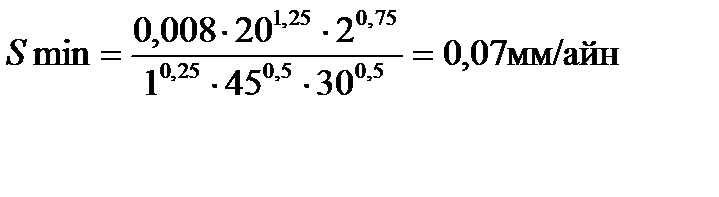
Кеңейжоңғыштау кезіндегі кесу жылдамдығының шекті мәнін есептейміз:
 (3.16)
(3.16)
Орташа қаттылықтағы шойын үшін HB=180


Орташа қаттылықтағы алмас үшін HB=160


Күштік сипаттамаларына есептеу және негіздеу
Кеңейжоңғыштау кезіндегі кесу күшін есептейміз:
Кесу күшінің максималды мәні:
Жону кезіндегі тиімді қуаттылық келесі формуламен анықталады:
Ne= (Pz×v) / (60×102)+ Px× s/ (1000×60×102)=8,3 кВт (3.17)
3.5 Уақыт нормаларын есептеу
Сериялы өндірістегі технологиялық операцияның орындалу уақыты даналық – калькуляционды уақытпен бағаланады, келесі формуламен есептеледі:
 (3.18)
(3.18)
мұндағы Тп.з. – дайындаушы – қорытынды уақыт, мин;
n – шығаруға арналған партия өлшемі, n = 57 дана. айына;
Тшт. – өңдеудің даналық уақыты, мин:
 (3.19)
(3.19)
мұндағы ТО – өңдеудің негізгі уақыты, мин;
ТВС – көмекші уақыт, мин;
ТТО – станоктың техникалық қызмет көрсету уақыты, мин;
ТОТ – демалыс пен қажеттілікке уақыт, мин;
Өткел бойынша даналық уақыт құраушыларының есептеуі 3.2 – кестеде көрсетілген.
3.2 – кесте – 010 мен 015 операцияларының уақыт нормаларын есептеу
| № өткел | Жұмыс жүрісінің ұзақтығы Lр.. | Беріліс SМ, мм/мин |  мин. мин. | Орнатуға уақыт | Ұзындыығ Х.Х., Lх.х., мм | ТВС., мин | ТОП = ТО+ТВС | |||||||
| 010 операция | ||||||||||||||
| 0,15 | ||||||||||||||
| 0,2 | 182.2 | 0,026 | 0,226 | |||||||||||
| 0,12 | 0,09 | 0,21 | ||||||||||||
| 0,035 | 0,03 | 0,065 | ||||||||||||
| 0,58 | 0,036 | 0,616 | ||||||||||||
| 0,24 | 0,13 | 0,37 | ||||||||||||
| 0,023 | 0,07 | 0,093 | ||||||||||||
| 0,068 | 1.068 | |||||||||||||
| 0,15 | ||||||||||||||
| 015 операция | ||||||||||||||
| 0,15 | ||||||||||||||
| 0,1 | 0,012 | |||||||||||||
3.2 – кестенің жалғасы
| № өткел | Жұмыс жүрісінің ұзақтығы Lр.. | Беріліс SМ, мм/мин | мин. | Орнатуға уақыт | Ұзындыығ Х.Х., Lх.х., мм | ТВС., мин | ТОП = ТО+ТВС |
| 5,7 | 0,025 | 85.7 | 0,012 | 0,037 | |||
| 5,7 | 0,03 | 85.7 | 0,012 | 0,042 | |||
| 0,02 | 0,012 | 0,032 | |||||
| 0,033 | 0,012 | 0,045 | |||||
| 0,7 | 0,013 | 0,713 | |||||
| 0,07 | |||||||
| 0,086 | 0,012 | 0,098 | |||||
| 13,2 | 0,033 | 98.2 | 0,014 | 0,047 | |||
| 5,5 | 0,019 | 90.5 | 0,0132 | 0,031 | |||
| 0,017 | 0,012 | 0,029 | |||||
| 0,012 | 0,019 | 0,031 | |||||
| 0,28 | 0,012 | 0,292 |
3.2 – кестенің жалғасы
| № өткел | Жұмыс жүрісінің ұзақтығы Lр.. | Беріліс SМ, мм/мин | мин. | Орнатуға уақыт | Ұзындыығ Х.Х., Lх.х., мм | ТВС., мин | ТОП = ТО+ТВС | ||||||
| 0,075 | 0,13 | 0,205 | |||||||||||
| 2.12 | 0,12 | 2.24 | |||||||||||
| 0,066 | 0,068 | 0,134 | |||||||||||
| 0,019 | 0,013 | 0,032 | |||||||||||
| 0,008 | 0,013 | 0,021 | |||||||||||
010 операциясына негізгі уақыт  ;
;
010 операциясына көмекші уақыт 
010 операциясына оперативті уақыт 
Техникалық қызмет пен демалуға кеткен уақыт: 
010 операциясына даналық уақыт: 
010 операциясына дайындаушы қорытынды уақыт: ТПЗ=12 мин.
Даналық-калькуляционды уақыт:  .
.
0150 операцияларына негізгі уақыт  ;
;
015 операциясына көмекші уақыт 
015 операциясына оперативті уақыт 
015 операциясының даналық уақыты: 
015 операциясына дайындаушы қорытынды уақыт: ТПЗ=12 мин.
4 Станокты бейімделуді есептеу мен жобалау. Кесу құралын есептеу

