 2015-06-04
2015-06-04 5715
5715Для присоединения аппаратов к технологическим трубопроводом служат короткие патрубки - штутцеры, оканчивающиеся фланцами.
Штуцеры изготавливаются из того же материала, что и обечайки и крышки самых аппаратов. Штуцеры стальных и алюминиевых аппаратов привариваются, медные – привариваются или припаеваются к ним. Если при установки штуцера происходит ослабление обечайки, то компенсация ослабления достигает за счет установки втулок или колец.
Принимавшиеся ранее штуцеры на резьбе в настоящие время почти не применяется из-за большой сложности изготовления, трудности получения герметичности в месте соединения и непригодности такого соединения для диаметров патрубков больше 3 - 4''. Штуцера литой - чугунной, стальной или ферросилицидной аппаратуры отливаются заодно с аппаратом.
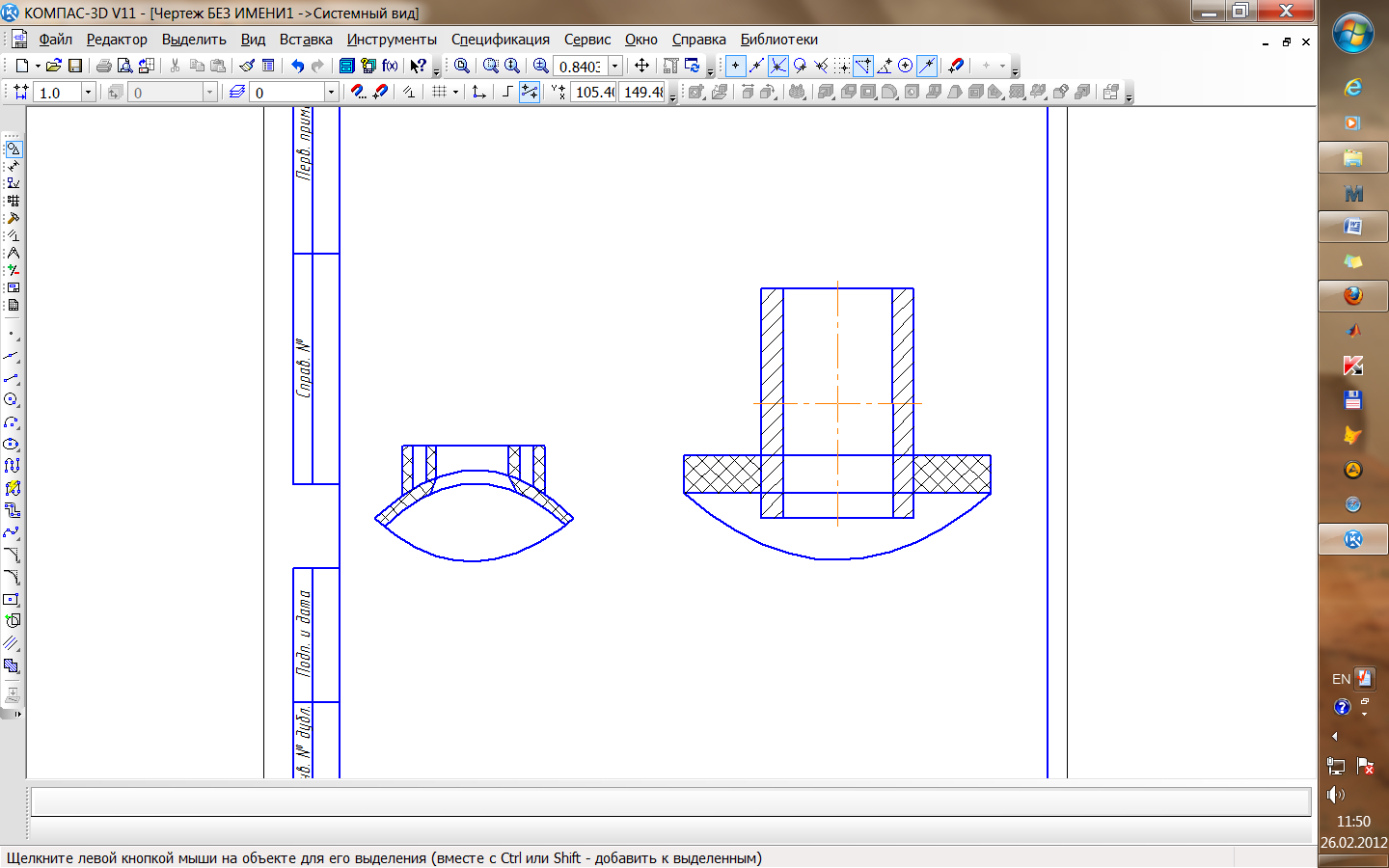
Концы штуцеров, вваренных в боковую поверхность цилиндрических обечаек, обрезаются по плоскостям параллельно к осям штуцеров и обрабатываются запдлицо с внутренней поверхностью обечайки. Такая конструкция применяется в тех случаях, когда не обходимо протаскивать через аппарат какие нибудь детали, имеющие диаметр, почти равен внутреннему диаметру обечайки. Например, тарелки колонных аппаратов перегородки и плавающие головки теплообменников и т.д. выступающие вовнутрь штуцера будут мешать.
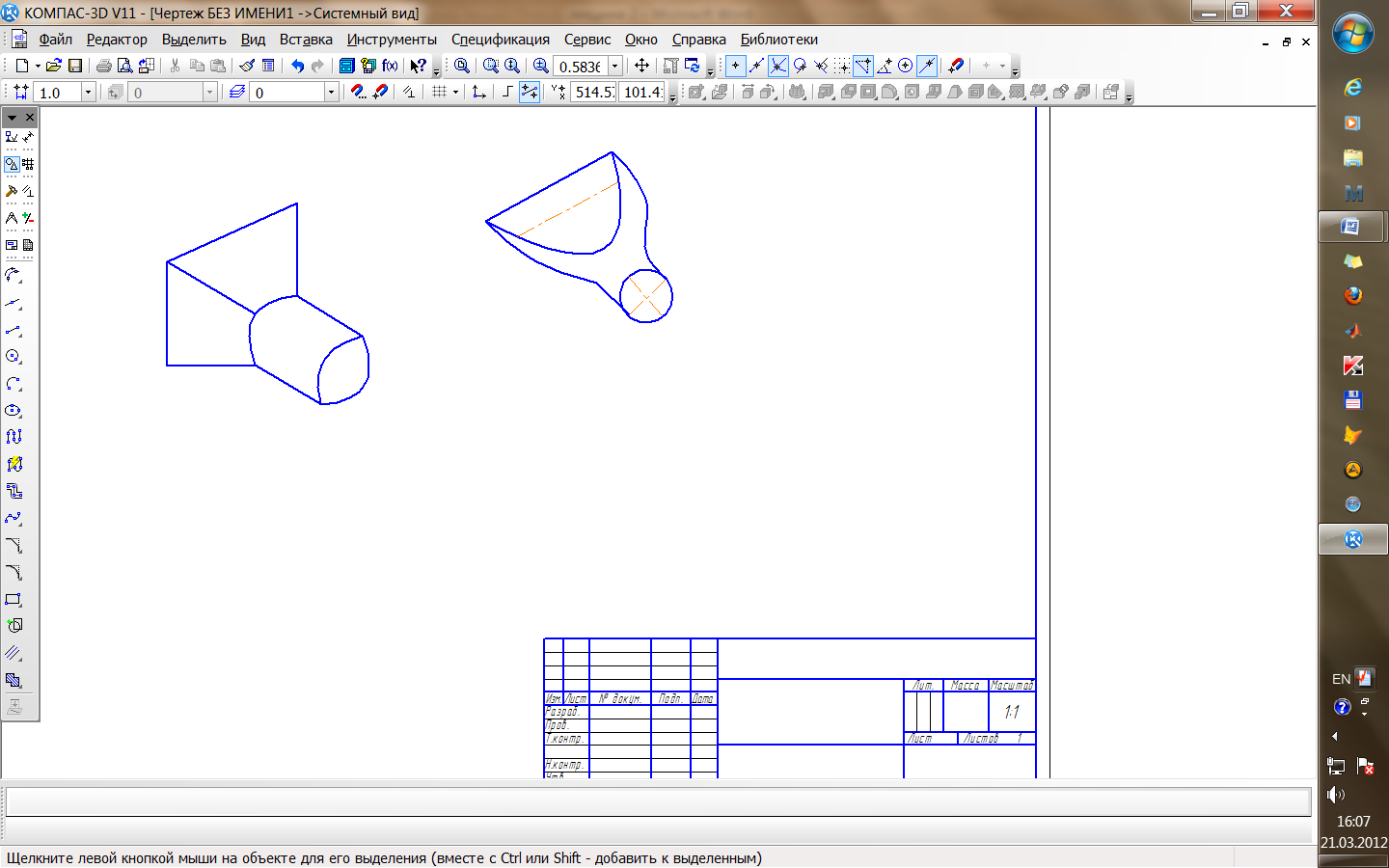
Форма поперечного сечения штуцеров по длине большей частью не изменяется и бывает круглой, реже квадратной или прямоугольной. Особые причины могут вызвать изменения формы и площади сечения штуцера. Для лучшего распределения пара или газа входящие штуцера расширяются, тангенциальные штуцеры сплющиваются для того чтобы придать струе большую ширину. (см.рис.)
Площадь поперечного сечения штуцеров берется в зависимости от количества проходящих через его сечения среды. Площадь сечения штуцера
где Q - количество протикающей среды в м3/с;
W - скорость среды, в м/с.
Для хранилищ, резервуаров и аппаратов периодического действия диаметр наполнительных и спускных штуцеров определяются исходя из времени наполнения или опорожнения. Диаметр штуцера в свету равен:
Вычислив диаметр штуцера, подбирают стандартную трубу ближайшего большого размера. При расчете можно применять следящие примерные скорости движения среды:
вода самотеком (при малых напорах)…………. w= 0.08  0.15 м/с;
0.15 м/с;
вода под напором………………………………..w = 0.8 1.5 м/с;
насыщенный пар ……………………………..……… w = 20 30 м/с;
воздух и другие газы (при малых перепадах давления) w = 8 12 м/с
В штуцерах ввиду их малой длины можно принимать несколько бóльшие скорости.
Длина штуцеров не должна слишком быть маленькой. Если штуцер слишком короткий, то трудно завести болты и трудно поддерживать головку болта при затяжке. См. Домашнев стр.310

Штуцер мешающий сборке аппарата.
Более длинными должны быть штуцеры,расположенные около фланцев аппаратов.Они должны достаточно выступать за предела фланца аппарата.
Даже штуцера малых диаметров нельзя делить длинной меньше 70 – 80 мм. Обычно приминяют следующие минимальные величины вылетых для штуцеров в зависимости от их диаметра:
Ø 10 -32 мм: l = 70 – 80 мм; Ø 40 – 100 мм: l = 85 – 90 мм;
Ø 125 – 200 мм: l = 100 – 110 мм; Ø 250 и выше: l = 120 мм.
Вместо штуцеров с фланцами в некоторых случаях применяются еще и бобышки, представляющие собой как бы фланцы, приваренные без всякого штуцера непосредственно к аппарату. Достоинство бобышек в том, что они служат укрепляющими кольцами. К их недостаткам можно отнести необходимость обработки их на цилиндр или сферу и, вследствие этого, большая толщина, чем у фланца. Рис. не точный см.конспект либо Домаш.см.стр.310
Бобышка, обработанная на цилиндр Толстостенная муфта
Кроме того бобышки требуют приминения шпилек вместо болтов. В случаи обрыва шпилек, а они чаще всего обрываются заподлецо с поверхностью бобышек, удаления их доставляют большие неприятности.
Вместо бобышек малого диаметра для присоеденения манометров, термических гильз и тому подобное пользуются толстостенными муфтами, имеющими внутри резьбу, которые ввариваются в стенку аппарата.
Более широко бобышки приминяются в литой, чугунной аппарате, где бобышки отливаются за одно с царгами аппарата. Однако, при больших диаметрах отверстий лучше в литой аппаратуре приминять штуцер с фланцем, т.к. в больших бобышках при отливки могут образоваться усадочные раковины.
Всякое фланцевое соеденение представляет потенциальную опасность утечки. Поэтому число фланцевых соединений и общий периметр уплотнения должны сводится к возможному минимуму, особенно в химических аппаратах, работающих под давлением.
Все отверстия аппарата, в то числе фланцы и бобышки желательно закрывать заглушками на заводе изготовителя во избежания загрязнения аппарата при транспортировке. Поэтому конструктор в проекте указывает фланец с заглушкой и выносит их в спецификацию.








