 2015-06-05
2015-06-05 14791
14791Пайка — технологический процесс соединения металлических (или металлизированных) деталей расплавленным припоем, который, затвердевая, скрепляет спаиваемые детали. Соединение деталей происходит вследствие диффузии припоя в основной металл без расплавлена последнего. При этом температура плавления припоя значительно ниже температуры плавления основного металла.
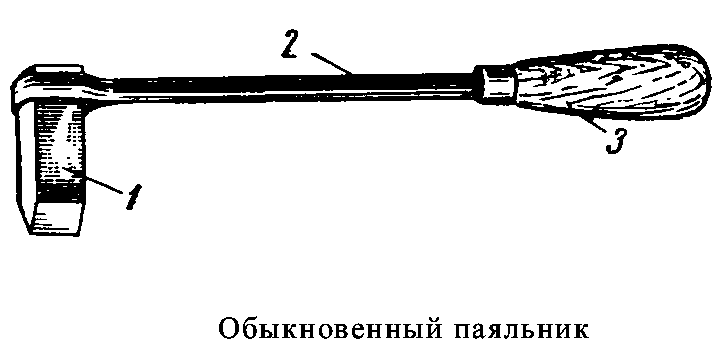
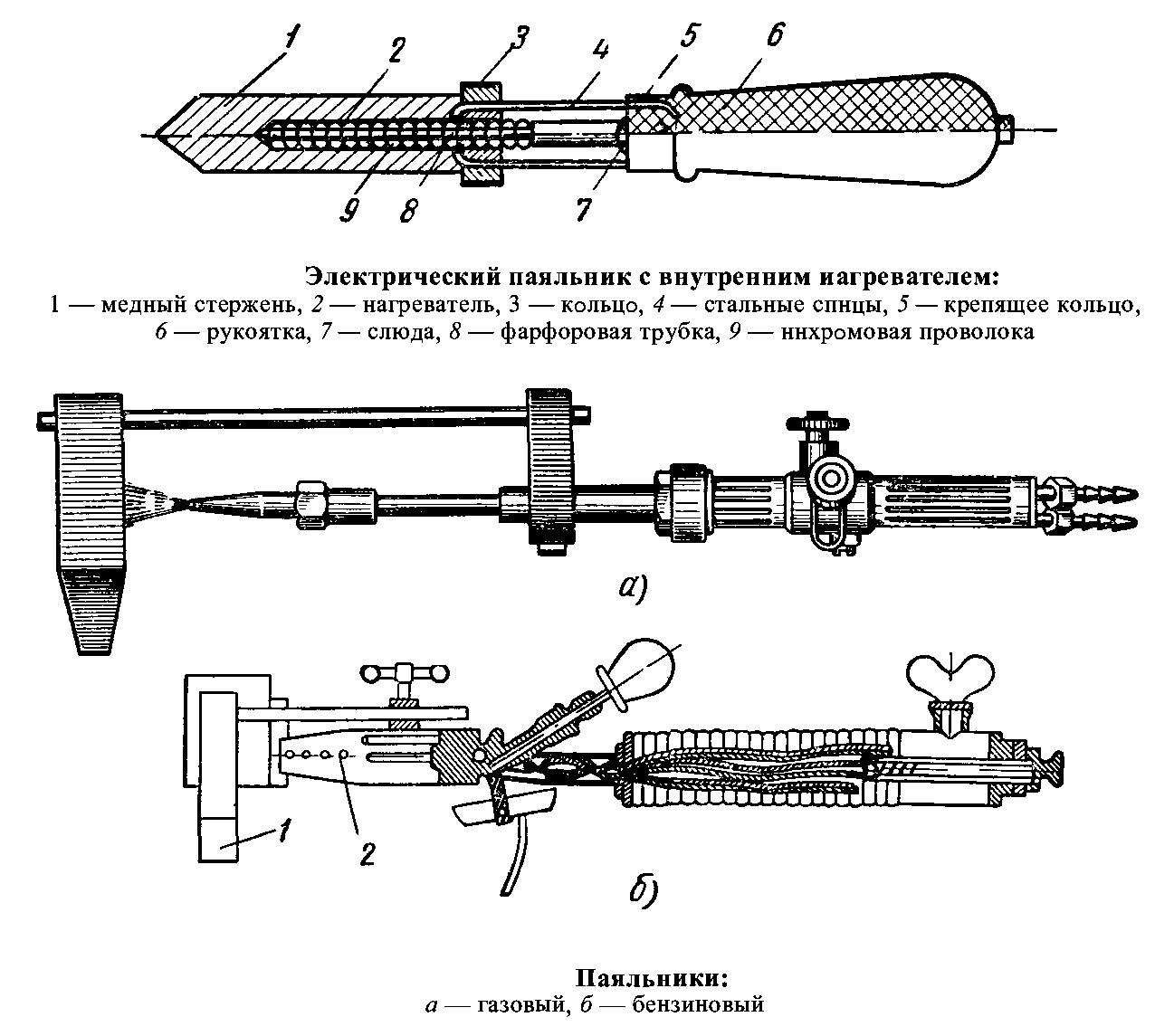
Паяльник — это ручной инструмент различной формы и массы. Та часть паяльника, которой непосредственно паяют, выполнена из меди, нагрев медной части паяльника можно производить с помощью электричества (электрический паяльник), над газовым пламенем (газовый паяльник) или в горне.
Припои — это некоторые цветные металлы и их сплавы. В зависимости от механических свойств припои принято делить на мягкие и твердые.Припой выпускается в виде листа, ленты, прутков, проволоки, сеток, блоков, фольги, зерен, порошков и паяльной пасты.
Мягкими называют легкоплавкие припои с температурой плавления примерно до 400°С. Эти припои имеют малый предел прочности при растяжении — обычно не выше 50 — 70 МПа. Наиболее распространенными являются оловянно-свинцовые припои с содержанием олова от 18 до 90% марок ПОС-18 — ПОС-90. Надежное контактное соединение дает припой ПОС-30. Он имеет большую жидкотекучесть и дает лучшую смачиваемость поверхности в сравнении с менее дорогим ПОС-18. Для пайки алюминиевых деталей применяются оловянно-цинковые и другие припои.
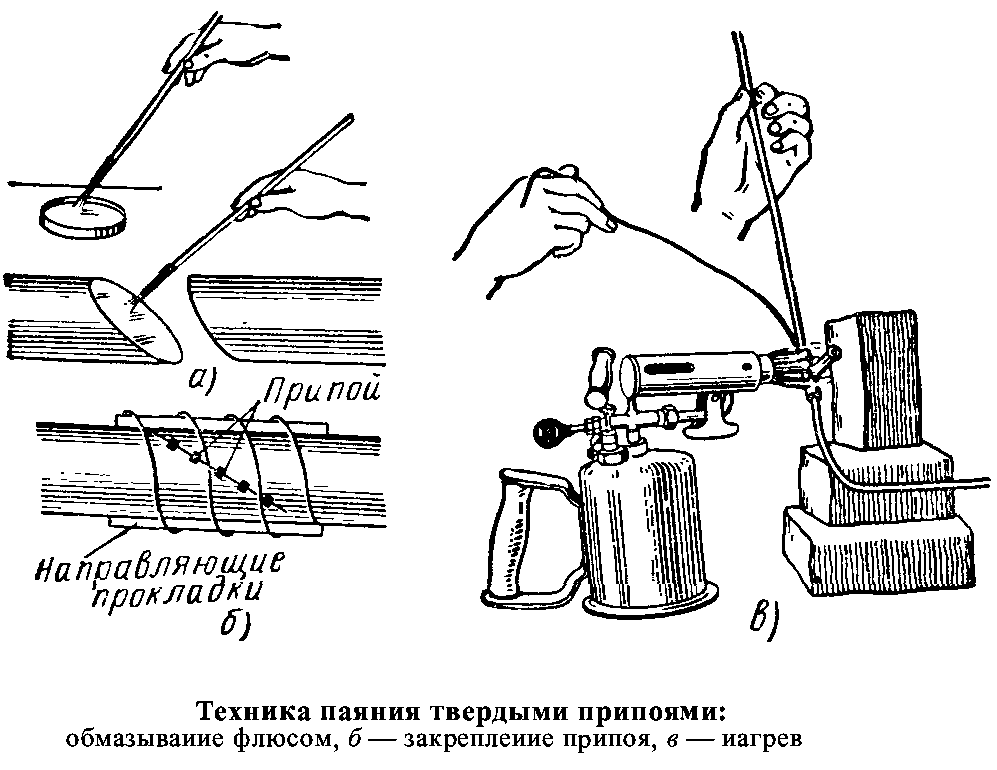
Твердые припои имеют температуру плавления выше 500°С. Они имеют предел прочности при растяжении до 500 МПа. Наиболее распространенными являются медно-цинковые припои ПМЦ, медно-серебряные ПСР и медно-фосфористые ПМФ, в частности ПМФ-7 (последние припои не требуют флюса при пайке медных деталей).
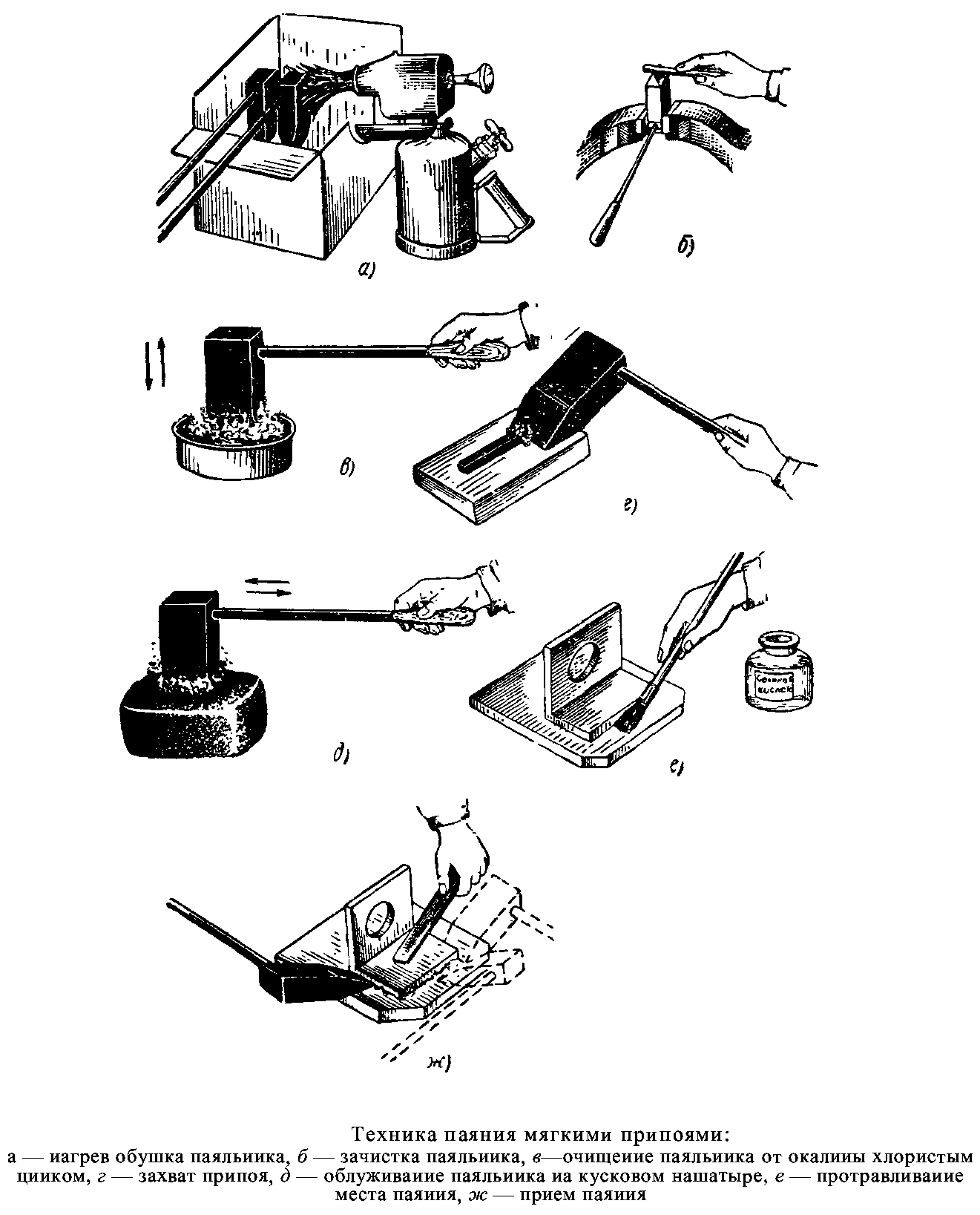
Технологический процесс пайки состоит из следующих операций: подготовки поверхностей деталей, покрытия спаиваемых поверхностей флюсом, лужения поверхностей, пайки.
Подготовка поверхностей деталей заключается в удалении загрязнений жировых и окисных пленок. Очистка производится механическими и химическими способами.
Покрытие поверхностей флюсом производится непосредственно перед лужением и пайкой.
Флюс образует жидкую и газообразную защитную зону, предохраняющую поверхность металла и расплавленного припоя от окисления. Кроме того, он растворяет пленки окислов и загрязнения, образуя шлак, который легко удаляется. Большинство флюсов способствует лучшему смачиванию расплавленным припоем спаиваемой поверхности и уменьшает поверхностное натяжение припоя. По действию на металл флюсы разделяются на кислотные (хлористый цинк и флюсы на его основе);
• бескислотные (канифоль и флюсы на ее основе),
• активированные (на основе канифоли с добавкой некоторых реактивов и кислот, применяются для металлов, плохо поддающихся лужению и пайке) и др.
• При пайке твердыми припоями в качестве флюса применяются бура и флюсы на ее основе.
Остатки флюса и шлакдля предотвращения коррозии места пайки необходимо тщательно удалять механическим путем и промывкой. Исключение представляют канифольные флюсы, которые нет необходимости удалять. Поэтому они применяются для пайки изолированных проводов, которые нельзя промывать.
Крайне серьезно нужно относиться к соблюдению техники безопасности, поскольку при пайке и лужении, на работника могут воздействовать различные вредные факторы. К таковым следует отнести повышенную загазованность воздуха парами химических веществ, пожароопасность, брызги флюсов и припоев, повышенную температуру воздуха рабочей зоны. В данном случае крайне важно иметь средства индивидуальной защиты.
В работе важно использовать качественные материалы и инструменты. Припои используют при пайке изделий из латуни, бронзы, меди. Руководители должны провести грамотный инструктаж по работе с этим инструментом.
Работы, связанные с пайкой и лужением, должны проводиться в специально оборудованных и предварительно подготовленных помещениях. Обязательно должна присутствовать система вентиляции. Вентиляционные установки должны быть оснащены звуковой и световой сигнализацией.
В работе важно использовать качественные и исправные инструменты. Согласно правилам технической документации, паяльник должен пройти специальную проверку и испытания. Класс данного оборудования в обязательном порядке должен соответствовать условиям производства и категории помещения. Также нужно позаботиться о защите кабеля паяльника от соприкосновения с горячими предметами и защите от случайного механического повреждения.
Не меньшее значение имеет подготовка рабочего места. Они должны быть оборудованы вентиляцией. Не допускается проводить пайку и лужку без использования специальных защитных очков. Рабочее место должно быть оборудовано светильниками с непросвечивающими отражателями. Осветительные приборы нужно расположить таким образом, чтобы свет не «бил» в глаза работнику.








